Worm Gear Reducer vs Helical vs Planetary
Every reducer type has applications where it is the right choice — and applications where it is clearly the wrong one. This comparison cuts through the specification tables and gives you a practical, application-driven framework for selecting the correct drive type for each job, rather than defaulting to the most familiar option.
Why “Which Reducer Is Better?” Is the Wrong Question
Procurement teams ask “which gearbox type should we standardize on?” and engineering teams ask “which reducer is technically superior?” Both questions lead to the wrong outcome, because reducer selection is fundamentally about matching drive characteristics to application requirements — not ranking reducer types against each other in the abstract.
A harmonic drive achieves near-zero backlash. A worm gear reducer provides mechanical self-locking. A planetary reducer delivers high power density in a compact inline envelope. These are not competing capabilities — they address different engineering problems. The “best” reducer for a solar panel tracking system is almost certainly not the best reducer for a surgical robot axis, which is almost certainly not the best reducer for a mine hoist.
This article provides the decision framework for matching these characteristics to specific applications — including honest acknowledgment of each type’s limitations, not just its strengths. By the end, you should be able to assess any drive application against the relevant criteria and reach a technically defensible reducer selection without specialist support for most standard cases.
Four Main Reducer Types: Key Characteristics at a Glance
Worm Gear Reducer
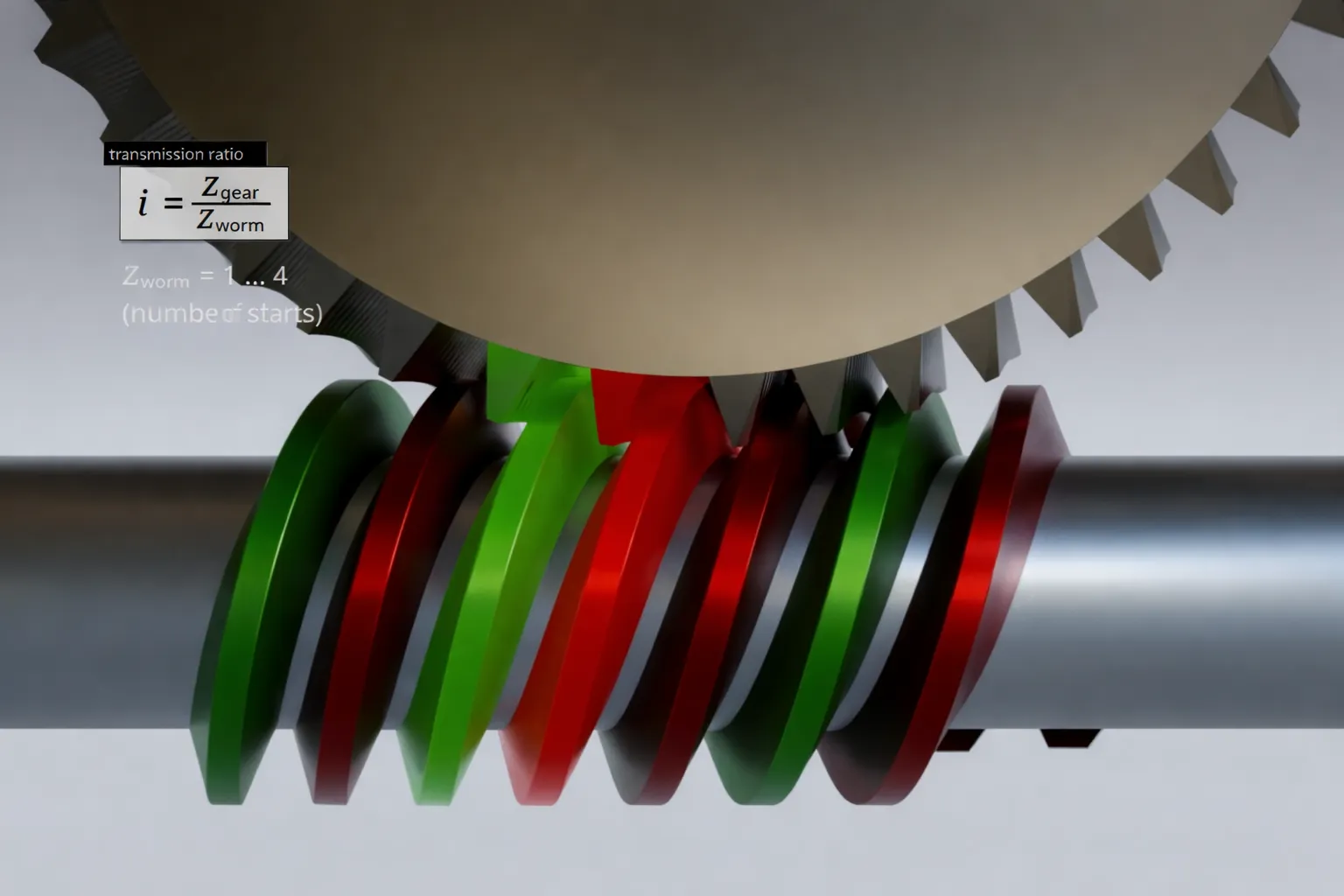
The worm (a threaded shaft resembling a screw) meshes with a bronze worm wheel at a 90-degree angle. Sliding contact at the mesh gives the worm gear reducer its distinctive characteristics: right-angle output as standard, high single-stage reduction ratio (up to 100:1), and self-locking at high ratios. The sliding contact also creates the efficiency trade-off — friction at the mesh generates heat that reduces efficiency compared to rolling-contact gear types.
Unique property: Self-locking — output shaft cannot back-drive input when motor is off (at ratios ≥ 20:1).
Helical Gear Reducer
Helical gears have teeth cut at an angle to the gear axis. This creates rolling contact with multiple teeth engaged simultaneously, giving smooth transmission, low noise, and high efficiency. Single-stage helical reducers are inherently inline (input and output shafts parallel). Right-angle output requires a bevel or hypoid gear stage added at the output — this is the helical-bevel or helical-worm configuration common in industrial motors.
Unique property: Highest efficiency (92–98%) — the clear choice when energy cost over continuous operation is a design driver.
Planetary Reducer
Multiple planet gears orbit a central sun gear inside a ring gear. The load is distributed across several planet gears simultaneously, giving planetary reducers exceptional torque density — high torque output from a compact housing. Output is inline with input. Ratios of 3:1 to 100:1 are achievable, and multiple stages multiply the ratio further. Efficiency is high at 90–97%.
Unique property: Highest power-to-size ratio — when available envelope space is the primary constraint and budget allows.
Bevel Gear Reducer
Bevel gears transmit motion between intersecting shafts — typically at 90 degrees, making them a natural right-angle option. Spiral bevel gears (the most common industrial type) combine the right-angle capability with rolling contact, giving efficiency of 92–97%. Speed ratios per stage are limited to about 1:1 to 5:1, requiring multiple stages for high reduction.
Key limitation: No self-locking — for any load-hold application, a separate mechanical brake is required regardless of the gear ratio.

Six Performance Dimensions: Side-by-Side Comparison
The data below represents typical values for standard industrial configurations — not the extremes achievable with custom engineering. Use these ranges for initial screening; confirm against the specific product datasheet for final specification.
| Dimension | Worm Gear Reducer | Helical | Planetary | Bevel |
|---|---|---|---|---|
| Efficiency range | 60 – 90% | 92 – 98% | 90 – 97% | 92 – 97% |
| Single-stage ratio | 5:1 – 100:1 | 3:1 – 25:1 | 3:1 – 100:1 | 1:1 – 5:1 |
| Self-locking | Yes (≥ 20:1) | No | No | No |
| Right-angle output | Standard | Needs bevel stage | Needs bevel stage | Standard |
| Noise at low output rpm | Low – Medium | Low | Medium | Medium – High |
| Relative unit price (same ratio/torque) | Low – Medium | Medium | High | Medium – High |
Reading the efficiency row: the 60–90% range for a worm gear reducer is wider than it appears because efficiency drops sharply with increasing ratio. At 10:1, a worm drive may be 85–90% efficient. At 80:1, efficiency may be 60–70%. The lower ratios are where worm and helical efficiency are closer together; the large gap is at high ratios, which is also where the worm drive’s right-angle layout and self-locking properties make it competitive despite the efficiency gap.
Application Decision Matrix — Matching Drive Condition to Reducer Type
This matrix maps ten common application conditions to the first-choice and second-choice reducer type, with the specific reasoning for each selection. Use it as a starting framework — applications that satisfy multiple conditions simultaneously should check the selection against each applicable row.
| Application Condition | First Choice | Second Choice | Selection Logic |
|---|---|---|---|
| Output speed < 30 rpm from standard motor (single stage) | Worm | Planetary (2-stage) | Worm achieves 50:1 – 100:1 in one stage; helical needs 3+ stages for the same ratio |
| Load must hold position when motor is off | Worm (≥ 30:1) | Any + external brake | Only the worm gear reducer provides self-locking without a separate powered brake device |
| Right-angle output, cost-sensitive | Worm | Spiral bevel | Worm provides right-angle as standard at lowest cost; bevel adds efficiency at higher cost |
| Drive efficiency > 90% required (energy cost critical) | Helical | Planetary | Neither worm nor bevel consistently achieves >90% across all ratios; helical does |
| High-frequency bidirectional (>100 starts/hr) | Helical | Planetary | Worm drive thermal cycling at high reversal frequency reduces its service life advantage |
| Maximum torque in minimum envelope | Planetary | Worm (at high ratio) | Planetary’s distributed load across multiple planets provides maximum torque density per kg of housing |
| Precision positioning ≤ 0.1° repeatability | Planetary or VRV030 AR | Harmonic drive | Standard worm gear reducer backlash (0.24°) inadequate; VRV030 Class AR (0.066°) or planetary needed |
| Outdoor, wet, or washdown environment (IP65+) | Worm (IP65/67) | Stainless planetary | Worm gear reducers are available in IP67 (XRV050 series); comparable IP-rated planetary units are considerably more expensive |
| Very low output speed (< 5 rpm) from standard motor | Worm (double-stage) | Multi-stage helical | WPEX double-stage worm achieves thousands:1 in one housing — no intermediate coupling |
| High shock load with high output torque (> 5,000 N·m) | Helical or WP worm | Planetary (oversized) | Cast iron WP series worm gear reducer handles shock loads well due to housing rigidity; compare against helical-bevel at equivalent torque for efficiency-critical applications |

Three Common Misconceptions About Reducer Type Selection
These three statements appear frequently in procurement discussions and technical conversations. Each contains a partial truth that becomes misleading when applied without the full context.

“Worm Gear Reducers Are Inefficient — They Should Be Replaced with Helical Drives”
The partial truth: A worm gear reducer is less efficient than a helical reducer at the same gear ratio. At 80:1, a worm drive operates at 60–70% efficiency; a helical drive at the same ratio would operate at 87–92% across multiple stages.
What’s missing: The helical drive at 80:1 requires three or more gear stages, an intermediate shaft coupling, and at minimum 40% more installation length than the worm drive. If right-angle output is needed, a bevel stage adds further. The total system including motor sizing, coupling, and mounting structure typically closes much of the energy cost gap when compared over a full 10-year lifecycle. The worm drive is genuinely less efficient, but the efficiency gap does not automatically translate into a cost penalty that justifies the alternative.
The correct framing: When continuous energy cost is the dominant selection criterion and the efficiency difference represents real operating cost at scale, the helical option is worth the premium. For most light-to-medium duty applications, the efficiency gap is a real but modest factor.
“Planetary Reducers Are More Precise, So They’re Always Better for Automation”
The partial truth: Standard planetary reducers achieve lower backlash than standard worm gear reducers — typically 3–8 arc-minutes versus 14–15 arc-minutes (0.24°) for standard worm.
What’s missing: Most automation applications have positioning tolerances that are well within what a standard worm drive delivers. A lead screw positioning table with ±0.05 mm tolerance sees only 0.003 mm of linear error from a standard worm gear reducer backlash at standard screw pitch — negligible. Planetary reducers are also inline — for a right-angle drive application, adding a bevel stage to achieve right-angle output adds cost and complexity that erases the planetary’s apparent advantages for that specific installation geometry.
The correct framing: Use the backlash calculation to determine what the application actually needs. If the arithmetic shows that standard worm backlash translates to a positioning error within tolerance, specifying a planetary drive adds cost without adding performance. If the calculation shows the tolerance is tight, precision-class worm (VRV030 Class A or AR) or planetary is the appropriate choice.
“Helical Is Replacing Worm Drives — It’s an Industry Trend”
The partial truth: Helical-bevel and helical-worm combination drives have captured significant market share in applications where the previous generation used pure worm drives. In high-duty industrial conveyor and mixer applications, the efficiency and noise advantages of helical drives have made the upgrade economics compelling at scale.
What’s missing: The self-locking characteristic of the worm gear reducer has no equivalent in helical drives at the same ratio without an external brake. For the substantial category of applications that depends on self-locking — inclined conveyors, hoists, adjustment mechanisms — worm drives are not being replaced. They are the mechanically correct solution. Any claim that a helical drive can replace a worm drive in a load-hold application requires identifying where the holding function moved to, which is always either an electromagnetic brake (added cost, added maintenance) or application redesign.
The correct framing: The market is not moving away from worm drives — it is sorting applications more precisely, with some high-duty continuous applications moving to helical and self-locking applications continuing with worm.
Beyond Purchase Price: Total Cost of Ownership Over 10 Years
The reducer’s purchase price is typically 3–8% of the total drive system cost over a 10-year life when energy consumption is included. The comparison changes substantially when you account for all cost elements:

10-Year TCO Calculation: 2.2 kW Drive, 8 hr/day, 250 days/year
Electricity cost reference: KRW 130/kWh (approximate Korean industrial rate). Application: right-angle drive, 80:1 ratio required, no self-locking needed, moderate environment.
| Cost Element | Worm Gear Reducer | Helical-Bevel | Notes |
|---|---|---|---|
| Unit purchase price | ~$200 | ~$420 | Helical-bevel with right-angle output, equivalent torque |
| Efficiency at 80:1 | ~72% | ~91% | Multi-stage helical + bevel stage combined efficiency |
| Annual input energy | 6,111 kWh | 4,835 kWh | P_input = 2.2 kW / efficiency × 8h × 250 days |
| Annual energy cost | ~$611 | ~$484 | At $0.10/kWh |
| 10-year energy cost | $6,110 | $4,840 | Helical saves $1,270 over 10 years |
| Oil changes + maintenance (10yr) | ~$180 | ~$280 | Helical has more oil to change (multiple stages) |
| Total 10-year TCO | ~$6,490 | ~$5,540 | Helical advantage: $950 over 10 years |
| Add back if self-locking needed: Helical requires electromagnetic brake (~$180 unit + $120 maintenance) = $300 added to helical TCO → gap narrows to $650, or 10% of total TCO |
The helical-bevel drive is the lower TCO option in this example by approximately $950 over 10 years — about 15% of total lifecycle cost. This is a real advantage. It is also a much smaller advantage than the purchase price comparison (2.1× higher unit price) suggests. Whether that advantage justifies the higher capital expenditure depends on the project’s capital vs operating cost accounting treatment.
For a right-angle application where self-locking is required — a common real-world combination — the helical-bevel option requires the electromagnetic brake, closing the gap further. For applications that run fewer hours per day, the energy saving scales down proportionally. The worm gear reducer is TCO-competitive in most applications, not just the obvious low-cost cases. The specific numbers depend entirely on duty cycle, energy cost, and whether the self-locking property is needed.
How to Present Your Reducer Selection to a Design Engineer
Procurement engineers sometimes face the need to justify a worm gear reducer selection to a design engineer who defaults to more expensive alternatives. The following framework puts the conversation on technical rather than preference grounds:
Three-Point Selection Justification Framework:
1. Define the requirement, not the preference. State the actual positioning tolerance, required output speed, and whether self-locking is a functional need. “The application requires ±2 mm positioning, 18 rpm output speed, and load-hold without a brake.” This separates the actual engineering requirement from any assumed need for a specific reducer type.
2. Show the calculations, not the conclusions. “A standard worm gear reducer at this ratio generates 0.024 mm of positioning error at the drive screw — the tolerance is ±2 mm. Self-locking at 40:1 holds the position when the motor stops, eliminating the need for a separate holding brake.” Number-based justifications are much harder to override based on preference alone.
3. Present the TCO comparison, not just the unit price. Show the 10-year calculation — unit cost, energy, maintenance, and any additional components the alternative requires (brake, adapter, additional stage). This converts a “cheaper gearbox” discussion into a lifecycle cost conversation, which is the correct technical framing.
For applications where the data genuinely supports a different reducer type — where efficiency is critical, where backlash is tight, where power density is the constraint — the same framework will correctly point to the alternative. The goal is always to match the drive to the application, not to defend a preference. As a specialist worm gear reducer manufacturer, we support customers with selection data and calculations for the comparison, including cases where an alternative drive type is the better fit for a specific application. Browse our worm gear reducer range for specifications and dimensional data.
Frequently Asked Questions — Reducer Type Comparison
Can a helical gear reducer fully replace a worm gear reducer in an inclined conveyor application?
At what continuous power level does the efficiency difference between worm and helical become significant?
Are bevel gear reducers a better right-angle option than worm gear reducers?
Why do food processing plants often use worm gear reducers despite their lower efficiency?
What ratio range is the “sweet spot” for worm gear reducers against competition?
Can a worm gear reducer and a helical reducer be combined in a single drive?
Need a Reducer Type Recommendation for Your Specific Application?
Share your application’s output speed, torque, efficiency requirements, and whether self-locking or right-angle output is needed. We will confirm which reducer type — including cases where a helical or combined solution is the better fit — matches your application and provide the comparison data to support the selection decision.
Editor: Cxm

























