Sonsuz Dişli Redüktör Seçimi Nasıl Yapılır: Mühendis Kılavuzu
A sonsuz dişli redüktörü Tork, servis faktörü, termal limitler ve IP derecelendirmesi kontrol edilmeden bir katalog sayfasından seçim yapmak, planlı bir arıza anlamına gelir; sadece zamanlaması bilinmemektedir. Bu kılavuz, her endüstriyel uygulama için geçerli olan, parametre parametreye eksiksiz bir seçim yöntemi sunmaktadır.
Yanlış Seçimlerin Maliyeti: Üç Gerçek Başarısızlık
En tutarlı örüntü şu şekildedir: sonsuz dişli redüktörü Arızalar üretim hatası değil, teknik özellik hatasıdır. Gerçek kurulumlardan üç örnek, en sık gözden kaçan üç parametreyi göstermektedir.

Vaka 1: Hizmet Faktörünün Yanlış Sınıflandırılması — Busan Gıda Ambalaj Fabrikası
5°C'lik soğuk bir odada, dolum istasyonlarından kartonlama istasyonlarına kadar paketlenmiş ürünleri taşıyan bir bantlı konveyör, günde 16 saat çalışmaktadır. Teknik şartname ekibi yükü "homojen" olarak sınıflandırdı ve SF = 1.0 uyguladı. 30:1 oranında bir NMRV050 sipariş edildi. İkinci haftaya gelindiğinde, gövde sıcaklığı en yoğun saatlerde düzenli olarak 88°C'ye ulaşıyordu. Üçüncü ayda, çıkış mili contası alttaki banda yağ sızdırmaya başladı. Temel neden: bant üzerindeki donmuş ürün, çalıştırma sırasında bandı önemli ölçüde sertleştiriyor; gerçek çalıştırma torku, hesaplanan çalışma torkunun 2,3 katıydı, homojen yük sınıflandırmasının ima ettiği 1,0 katı değil. Gerçek çalıştırma koşuluna SF = 1,5 uygulanması, NMRV063'ü doğru çerçeve olarak işaretleyecekti.
Vaka 2: Termik Güç Sınırı Göz Ardı Edildi — Incheon Kimya Fabrikası
Dökme demir WP80 sonsuz dişli redüktörü 40:1 oranında kimyasal karıştırıcı çalıştırılırken, 24 saat kesintisiz çalışma yapıldı. Mekanik tork değeri 15% toleransına sahipti. Dört ay sonra, yağ numunesinde bronz parçacıklar ve koyu bir renk görüldü. Yağ sıcaklığı 100°C'nin üzerinde seyrediyordu. WP80'in 40:1 oranındaki termal güç değeri 20°C ortam sıcaklığı için belirtilmiştir. Tesisin gerçek ortam sıcaklığı yıl boyunca 42°C idi. Yüksek ortam sıcaklıklarında, katalogdaki termal güç değeri düşer; ağ sürtünmesinden kaynaklanan ısı gidecek yer bulamaz ve yağ aylar içinde incelir ve bozulur. Termal değerin gerçek ortam sıcaklığına göre kontrol edilmesi (tek bir hesaplama), fan soğutmalı bir motora veya bir üst çerçeve boyutuna ihtiyaç duyulduğunu gösterebilirdi.
Vaka 3: IP Derecelendirmesi ve Gerçek Ortam Arasındaki İlişki — Gyeonggi Transplanter
Açık alanda sebze dikim makinesinde kullanılan, daha önce iç mekan sera uygulamasında da kullanılan aynı NMRV040 modelinden bir sıra aralığı ayarlama aktüatörü. IP55 dereceli, standart mineral yağ kullanılıyor. Kore'deki ilk şiddetli bahar yağmurundan sonra, operatör ayarlama mekanizmasının yavaş çalıştığını fark etti. Yağ, su girişinden dolayı süt grisi bir renge dönüşmüştü. IP55 derecesi su jetlerine karşı koruma sağlar; ancak saatlerce süren yağmur maruziyetine karşı koruma sağlamaz. Yağmurda soğuma, muhafazanın içinde hafif bir negatif basınç oluşturarak nemli havanın yıpranmış bir contadan geçmesine neden olur. IP65 dereceli contalara ve sentetik yağa geçilmesi sorunu çözdü.
Bu hataların her biri, her ürün kataloğunda bulunan bir parametreyle ilgiliydi. Hiçbirinin değerlendirilmesi için uzmanlık bilgisi gerekmiyordu. Bu kılavuzun geri kalanında açıklanan süreç, sipariş verilmeden önce üç hata türünün de ortadan kaldırılmasını sağlar.
Sonsuz dişli redüktör seçiminde gerekli olan yedi parametre
Bu yedi girdi, eksiksiz bir spesifikasyonu tanımlar. Bunlardan herhangi biri bilinmiyorsa veya hesaplanmak yerine tahmin ediliyorsa, seçimde çözülmemiş bir risk vardır. Her parametre, aşağıda onu belirleme yöntemiyle birlikte açıklanmıştır - sadece ne olduğu değil, aynı zamanda belirli uygulamanız için nasıl bulunacağı da açıklanmıştır.
1. Gerekli Çıkış Torku (N·m)
Döner tahrik sistemleri için: T = P × 9550 / n_out, burada P şaft gücü (kW) ve n_out gerekli çıkış hızı (rpm)dır. Doğrusal tahrik sistemleri (konveyör bant, zincir) için: T = F × r, burada F etkin kuvvet (Newton) ve r tambur veya dişli çark yarıçapı (metre)dır. Her zaman sadece sabit çalışma ortalamasını değil, başlangıç veya maksimum yük koşulundaki tepe torkunu hesaplayın.
2. Gerekli Çıkış Hızı (rpm)
İşlem gereksinimini doğrudan okuyun. Bantlı konveyör için: n_out = bant hızı (m/s) / (π × kasnak çapı (m)) × 60. Karıştırma mili için: gerekli karıştırma devir sayısı hedef değerdir. Bu sayı, yaklaşık olarak doğru gelen bir değer değil, gerçek bir çalışma gereksinimi olmalıdır. Seçilen oran, bu hız ve motor hızından hesaplanacaktır.
3. Motor Giriş Hızı (rpm)
Motorun isim plakasından okuyun. Standart 4 kutuplu, 50 Hz'lik bir indüksiyon motoru, tam yük altında yaklaşık 1450 rpm'de çalışır (senkron hızda 1500 rpm değil). Bu 3,3% farkı, hesaplanan oranı aynı oranda etkiler. Oran hesaplamaları için 1450 rpm kullanmak, senkron hızı kullanmaktan daha doğru bir sonuç verir. VFD uygulamaları için, referans olarak temel frekans hızını kullanın.
4. Yük Tipi Sınıflandırması
Bu, servis faktörünü belirler. Düzgün yük: santrifüj pompalar, fanlar, düz bantlı konveyörler. Orta derecede şok: vidalı konveyörler, hafif yüklü karıştırıcılar, değişken yük konveyörleri. Ağır şok: kırıcılar, kompresörler, pistonlu makineler, tarım ekipmanları. Sınıflandırma, tahrik sisteminin düzenli olarak karşılaşacağı en kötü durum koşulunu yansıtmalıdır, tipik durumu değil.
5. Montaj Yapılandırması
Ayaklı (taban plakası, sağlam şaft çıkışı), flanşlı (IEC B5/B14 motor flanşı + ayrı montaj), içi boş şaftlı (çıkış tahrik şaftına kayar - kaplin gerekmez) veya tork kollu (içi boş şaft + reaksiyon kolu, taban plakası yok). Konfigürasyon, hangi ürün serisinin ve hangi katalog modelinin geçerli olduğunu belirler; model seçmeden önce montajı belirtmek, yanlış varyant siparişini önler.
6. Çevresel Koşullar
Ortam sıcaklığı aralığı (bu hem termal derecelendirmeyi hem de yağlayıcı viskozitesini etkiler), nem ve toz seviyesi, kimyasal maruziyet (gübreler, temizlik maddeleri, yağlar) ve yıkama işleminin yapılıp yapılmaması. Bunlar şunları belirler: gövde malzemesi (alüminyum vs. dökme demir), conta IP derecelendirmesi (IP54/IP55/IP65/IP67), yağlayıcı türü (mineral vs. sentetik) ve özel yüzey işlemleri. Çevresel koşullar, katalog özelliklerini gerçek dünya koşullarına uygun hale getiren unsurlardır.
7. Gerekli Hız Oranı
Hesaplama şu şekilde yapılır: i = n_giriş / n_çıkış (örneğin, 1450 / 29 = 50:1). Mevcut en yakın standart oranı seçin — standart değerler 7,5, 10, 15, 20, 25, 30, 40, 50, 60, 80 ve 100:1'dir. Tam olarak hesaplanan oran standartlar arasında kalıyorsa, uygulama hız açısından kritik değilse yukarı yuvarlayın (daha düşük bir çıkış hızına), bu durumda çıkışı ayarlamak için bir VFD kullanın. 20:1 ve üzeri oranlar, çoğu sonsuz dişli konfigürasyonu için kendiliğinden kilitlenir.

Hizmet Faktörü Seçimi — En Sık Yanlış Uygulanan Parametre
Servis faktörü (SF), hesaplanan çıkış torkuna uygulanan bir çarpandır. sonsuz dişli redüktörü Çerçeve boyutu seçilir. Bu, sabit durum katalog testi ile redüktörün kullanım sırasında maruz kaldığı gerçek değişken, ani yük arasındaki farkı düzeltir. Bunu çerçeve seçiminden önce uygulayın, sonradan kontrol olarak değil.
Tasarım torku = Hesaplanan tork × Servis faktörü
| Yükleme Türü (Örnekler) | ≤ 8 saat/gün | 8 – 16 saat/gün | > 16 saat/gün |
|---|---|---|---|
| Üniforma — santrifüj pompalar, fanlar, düzgün konveyörler (ısıtılmış bant, homojen ürün) | 1.00 | 1.25 | 1.50 |
| Orta derecede şok — vidalı konveyörler, yüklü karıştırıcılar, değişken yük konveyörleri, soğuk bant başlatma | 1.25 | 1.50 | 1.75 |
| Ağır şok — kırıcılar, vinçler (yük altında çalıştırılanlar), pistonlu makineler, tarım ekipmanları | 1.50 | 1.75 | 2.00 |
| Çok ağır şok — çekiçler, pres besleyiciler, tam yükte çalıştırma özelliğine sahip madencilik tahrik sistemleri | 1.75 | 2.00 | 2.50 |
Yumuşak başlatmanın aktif olarak kontrol edildiği VFD (Değişken Frekans Sürücüsü) tahrikli uygulamalar için, yük tipi için SF aralığının alt sınırını uygulayabilirsiniz; VFD, ağır şok SF değerlerinin absorbe etmek üzere tasarlandığı başlangıç torku artışını sınırlar. Doğrudan hat bağlantılı başlatmalar (DOL) için her zaman üst sınırı kullanın.
Model Kodu Okuma: Sayıların ve Harflerin Anlamı
Bir model kodunun sonsuz dişli redüktörü Sipariş vermeden önce yapılandırmayı onaylamak için gereken tüm bilgileri içerir. Tanımlama sistemini anlamak, katalog modellerini karşılaştırmayı, yedek eşdeğerlerini belirlemeyi ve satın alma siparişlerindeki hataları tespit etmeyi de çok daha kolaylaştırır. Bu adlandırma kuralları tümünde tutarlı bir şekilde uygulanır. sonsuz dişli redüktörü Korea Ever-Power tarafından üretilen dizi.
NMRV / RV / MRV Serisi (Alüminyum Gövde)
| Element | Anlam | Örnek Değerler |
|---|---|---|
| N | IEC standartlarına uygun motor flanşı | NMRV = flanş girişi; RV = şaft girişi |
| Karavan | Dik açılı, alüminyum gövde | Üs tanımı |
| Beden numarası | Merkez mesafesi (mm) | 025, 030, 040, 050, 063, 075, 090, 110, 130, 150 |
| İsteğe bağlı sonek | VS = sonsuz vida mili uzantısı; F = çıkış flanşı | NMRV050-VS, RV063-F |
WP Serisi (Dökme Demir Gövde)
| Element | Anlam | Örnek Değerler |
|---|---|---|
| WP | Sonsuz dişli, dökme demir gövde | Üs tanımı |
| W | Sonsuz dişli tipi (her zaman W) | — |
| Yapılandırma | O=standart, DK=çift anahtarlı, KO=dikey, KT=tork kolu | WPWO, WPWDK, WPWKO |
| Çerçeve boyutu | Konut büyüklüğü numarası | 40, 50, 60, 70, 80, 90, 100, 120, 135, 155, 175, 200, 250 |
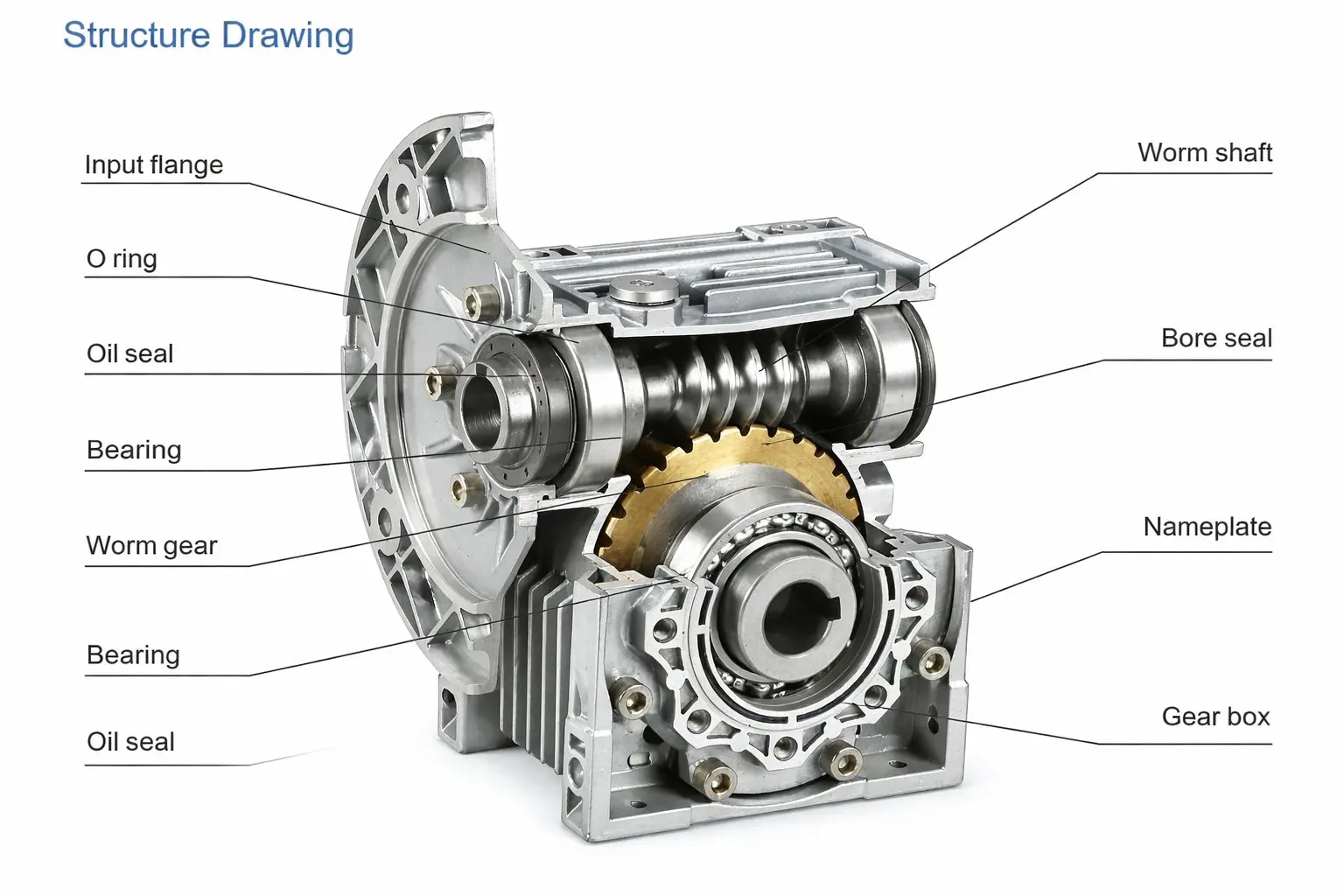
Sonsuz dişli redüktörünün yapısal çizimi — model kodlarının tanımladığı sonsuz dişli mili, çark, gövde ve çıkış mili konfigürasyonunu göstermektedir.
Oran ve motor flanş kodu ayrı tanımlama unsurları olarak eklenir. Tam bir spesifikasyon şu şekildedir: NMRV050 / 40:1 / 63B14 — yani normalleştirilmiş alüminyum NMRV gövdesi, 50 mm merkez mesafesi, 40:1 oranı, 63 mm B14 IEC flanş girişi. Sadece boyut numarası değil, her üç unsur da uygulama gereksinimine uymalıdır.
Altı Aşamalı Seçim Süreci
Lütfen aşağıdaki adımları sırayla izleyin. 4. ve 5. adımları (termal doğrulama) tamamlamadan doğrudan 6. adıma (kurulum kontrolü) geçmek, yanlış seçimlerin çoğunun kaynağıdır.
T ve n'yi hesaplayın.
Proses gereksiniminden gerekli çıkış torkunu (N·m) ve çıkış hızını (rpm) belirleyin.
Hizmet Faktörünü Uygulayın
Yük tipini sınıflandırın, tablodan SF değerini okuyun, çarpın: T_tasarım = T × SF
Oranı Hesapla
i = n_giriş / n_çıkış. En yakın standart orana yuvarlayın. Kendiliğinden kilitleme gereksinimini kontrol edin (≥ 20:1).
Konut ve Seri Seçin
Hafif-orta ve ağırlığa duyarlı yükler için alüminyum (NMRV/RV); ağır yükler, yüksek ortam sıcaklığı veya darbe yükleri için dökme demir (WP).
Termal Gücü Doğrulayın
P_ısı = P_giriş × (1 – η). P_ısı < P1th (gerçek ortam sıcaklığındaki katalog termal değeri) olduğunu doğrulayın — en sık gözden kaçan kontrol. sonsuz dişli redüktörü seçim
Kurulumu ve IP adresini onaylayın
Mil çıkıntısı yükünü nominal Fr/Fa ile karşılaştırın, IP derecesinin ortamla uyumlu olduğunu doğrulayın, boyut uyumunu teyit edin.
5. (termal doğrulama) ve 6. (kurulum onayı) adımlar, zaman baskısı altındaki projelerde en sık atlanan adımlardır. Her ikisi de katalog verileriyle 10 dakikadan kısa sürede tamamlanabilir. Her ikisi de yaklaşık 601.000 tonluk sonsuz dişli redüktör arızasının ve bu arızaların garanti veya değiştirme görüşmeleri için geri dönmesinin sorumlusudur.
Arıza Analizinde Tekrar Tekrar Ortaya Çıkan Sekiz Seçim Hatası
Bu hatalar sektörler ve şirket büyüklükleri genelinde tutarlı bir şekilde ortaya çıkmaktadır. Her birinin basit bir düzeltme yöntemi vardır.
Varsayılan olarak SF = 1.0 uygulanıyor. Her tahrik uygulamasında ideal sabit yükten bir miktar sapma vardır. Doğrulanmış sabit durumlu düzgün yükler dışındaki uygulamalarda SF = 1.0 kullanmak, redüktörün maruz kalacağı tepe torkunu olduğundan düşük gösterir. Yük altında sorunsuz bir şekilde başlayan bir konveyör bile SF = 1.25 değerini hak eder.
Mekanik tork değerini termal güç değeriyle karıştırmak. A sonsuz dişli redüktörü O oranda torku kaldırabilecek mekanik kapasiteye sahip olabilir, ancak oluşan ısı, gövdenin onu dağıtma kapasitesini aşarsa, yağ bozulur ve dişliler aşınmadan çok önce contalar arızalanır. Her iki değeri de ayrı ayrı kontrol edin.
Gerçek hız (1450 rpm) yerine senkron motor hızını (1500 rpm) kullanmak. Hız oranı hesaplamasındaki 3.3% farkı, seçimin standart orandan bir adım sapmasına neden olur. Bu önemsiz gibi görünse de, gerekli çıkış hızı belirli bir değer olduğunda ve yanlış oran 3%'yi çok hızlı bir şekilde sağladığında önem kazanır.
Aşırı çıkıntılı dişli çarklardan kaynaklanan eksenel ve radyal şaft yükleri kontrol edilmiyor. Çıkış miline doğrudan monte edilen bir zincir dişlisi, çıkış mili yatağına hem radyal hem de eksenel bir yük bindirir. Bu yük, veri sayfasında belirtilen Fr değerini aşarsa, yatak erken arızalanır; bu durum genellikle montaj hatasından ziyade rastgele bir yatak arızası gibi görünür.
Yüksek ortam sıcaklıkları veya sürekli ağır yükler için alüminyum NMRV seçimi. Alüminyum gövde sonsuz dişli redüktörleri Dökme demirden daha düşük termal kütleye sahiptirler. Ortam sıcaklığı 30°C'nin üzerinde olduğunda ve yük sürekli olarak nominal kapasiteye yaklaştığında, dökme demir WP serisi daha düşük termal kütleye sahiptir ... sonsuz dişli redüktörü Daha yüksek ısı kapasitesi ve yüzey alanı nedeniyle daha güvenilir bir seçenektir.
Kendiliğinden kilitleme gerektiğinde çok düşük bir oran seçmek. 15:1 veya 20:1 oranı, kendiliğinden kilitlenmenin sınırında yer alır ve çalışma sıcaklığında pozisyonu güvenilir bir şekilde koruyamaz. Kendiliğinden kilitlenmeye bağlı herhangi bir uygulama için (eğimli konveyör, vinç, ayarlama mekanizması) minimum 30:1 veya daha yüksek bir oran belirtin.
Doğrudan su teması olan uygulamalar için IP55 derecesini kabul etmektedir. IP55, her yönden gelen su jetlerine karşı dayanıklıdır. Yağmurlu havalarda dış mekan uygulamaları, sulama sırasında tarımsal uygulamalar ve yüksek basınçlı temizlik sırasında gıda ekipmanları, redüktörleri IP55'in ötesindeki koşullara maruz bırakır. Makine ortamında doğrudan ve sürekli su maruziyeti varsa, IP65 veya IP67 belirtilmelidir.
Otomasyon uygulamalarında hassasiyet sınıfının gereğinden fazla belirtilmesi. Standart sınıf (0,24°) kurşun vidada 0,003 mm'den daha az doğrusal konumlandırma hatasına karşılık gelirken (uygulama toleransından çok daha iyi), VRV030 AR Sınıfı (0,066° boşluk) belirtmek, performansı artırmadan maliyeti yükseltir. Gerekli sınıfı belirlemek için muhafazakar içgüdülerinizi değil, boşluk hesaplamasını kullanın.
Sonsuz Dişli Redüktör Serisi — Uygulama Eşleştirmesi için Hızlı Referans
Bu tablo, hızlı bir ön eleme için seri özelliklerini uygulama türleriyle eşleştirir. Ayrıntılı seçim yine de yukarıdaki yedi parametreli süreci izlemelidir; bu tabloyu hangi seriyle başlayacağınızı belirlemek için kullanın, nihai özellikleri onaylamak için değil. Herhangi bir ürünün eksiksiz özellik sayfası için sonsuz dişli kutusu Aşağıda listelenen seriler için, Korea Ever-Power ile iletişime geçtiğinizde teknik veri sayfasını talep edin. Tüm sonsuz dişli redüktör çeşitlerine göz atın. Ayrıntılı özellikler için.
| Seri | Konut | Güç Aralığı | Oran Aralığı | Maksimum Tork | IP | En İyisi İçin |
|---|---|---|---|---|---|---|
| NMRV 025–150 | Alüminyum | 0,06–7,5 kW | 7,5:1–100:1 | ~1.500 N·m | IP55/65 | Hafif-orta ağırlıktaki konveyör, gıda, ambalaj, tarım ekipmanları (IEC motor flanş girişi) |
| RV / MRV 025–150 | Alüminyum | 0,06–7,5 kW | 7,5:1–100:1 | ~1.500 N·m | IP55 | NMRV ile aynı, katı şaft girişi — IEC standardına uymayan motorlar, motorlar ve kaplin bağlantılı tahrik sistemleri için. |
| XRV050 | Alüminyum + Paslanmaz çelik göbek | 0,06–2,2 kW | 7,5:1–100:1 | ~450 N·m | IP67 | Yıkama, açık alan, mezbaha, oto yıkama, kıyı ortamları |
| VRV030 | Alüminyum | 0,04–2,2 kW | 5:1–100:1 | ~600 N·m | IP54 | Hassas otomasyon, servo eksen, step motor sürücüleri (3 farklı boşluk ayarı) |
| WP 40–155 (WPWO) | Dökme demir | 0,12–15 kW | 10:1–60:1 | ~5.600 N·m | IP55 | Ağır sanayi, madencilik, vinçler, yüksek ortam sıcaklığı, sürekli ağır yük |
| WPEX (çift kademeli) | Dökme demir | 0,12–15 kW | Binlerce:1 | ~5.000 N·m | IP55 | Çok düşük çıkış hızı: tekstil, cam tavlama, kimyasal paletli tahrik sistemleri |
Seçim Teklifi Nasıl Talep Edilir ve Hızlıca Doğru Cevap Nasıl Alınır?
Yedi parametrenin tamamını içeren kapsamlı bir sorgulama sonsuz dişli redüktörü Onaylı seçim önerisi bir iş günü içinde alınır. Eksik bir sorgu, yanıtı 2 ila 5 iş günü geciktiren bir dizi açıklama sorusunu tetikler. Aşağıdaki bilgileri tek bir mesajda göndermek her iki taraf için de zamandan tasarruf sağlar:

Seçim teklifi için gerekli minimum bilgiler:
• Makine/uygulama adı ve kısa açıklaması
• Gerekli çıkış torku (N·m) — nominal çalışma koşullarında
• Gerekli çıkış hızı (rpm) — veya kasnak çapına bağlı olarak kayış/mil hızı
• Motor gücü (kW) ve devir sayısı (rpm) (etiketten alınmıştır)
• Günlük çalışma saatleri ve yük tipi (düzgün / orta / ağır)
• Ortam sıcaklığı aralığı (°C min / maks)
• Ortam: iç mekan / dış mekan / yıkama / kimyasal / gıda
• Gerekli montaj: ayak / flanş / içi boş şaft / tork kolu
• Boyutsal kısıtlamalar (varsa maksimum toplam boyut)
• Otomatik kilitleme gerekli mi: evet / hayır
• Miktar (fiyatlandırma için — tek prototip veya seri üretim)
Bu bilgileri şu adrese gönderin: Kore'nin Daimi Gücü Mevcut delik düzenine veya şafta boyut uyumu gerekiyorsa, mevcut kurulum çizimlerini de ekleyin. Halihazırda kullanımda olan bir üniteyi değiştiriyorsanız, mevcut ünitenin isim plakası verileri yararlı bir başlangıç noktasıdır; ancak orijinal özelliklerin doğru olduğu varsayılmamalı, gerçek mevcut kullanım durumuna göre yeniden kontrol edilmelidir.
Sıkça Sorulan Sorular — Sonsuz Dişli Redüktör Seçimi
Ortam sıcaklığındaki termal güç sınırını nasıl hesaplarım?
Bir makinede birden fazla farklı uygulama için tek bir model kullanabilir miyim?
Hesapladığım oran iki standart değer arasında kalırsa hangi oranı seçmeliyim?
İçi boş şaft çıkışı her zaman dolu şaft çıkışından daha mı iyidir?
Yeni ünitenin mevcut kurulumumla uyumlu olup olmadığını nasıl teyit edebilirim?
Aynı çerçeve boyutunda alüminyum ve dökme demir gövdeler arasındaki fark nedir?
Sonsuz dişli redüktörünü frekans invertörü (VFD) ile çalıştırmak özel bir teknik özellik gerektirir mi?
OEM ürün yeterlilik belgesi için genellikle hangi belgeler gereklidir?
Sonsuz dişli redüktörünüzü seçmeye hazır mısınız?
Bu kılavuzdaki yedi parametreyi bize gönderin, doğruluğunu teyit edelim. sonsuz dişli redüktörü Model, oran ve dokümantasyon paketini bir iş günü içinde hazırlıyoruz. Bir uzman olarak. sonsuz dişli redüktör üreticisiHem standart katalog siparişlerini hem de özel mühendislik spesifikasyonlarını destekliyoruz.
Editör: Cxm

























