Sonsuz Dişli Redüktör Nasıl Çalışır: Mekaniği Açıklanıyor
Bir geometrinin sonsuz dişli redüktörü Her şey – verimlilik, kendiliğinden kilitlenme, gürültü ve yük kapasitesi – tek bir cıvata sıkılmadan önce belirlenir. Bu kılavuz, sonsuz dişli redüktörü seçen veya belirleyen her mühendisin anlaması gereken temel mekaniği açıklamaktadır.
Mekaniği Anlamak Neden Daha İyi Bir Seçimci Olmanızı Sağlar?
Bir katalog sayfası size çıkış torkunu ve oranını söyler. Ama size şunu söylemez: Neden Bu oran bu verimlilikle birlikte gelir, kendiliğinden kilitlenmenin belirli bir orana kadar çalışmasının ama altında çalışmamasının nedeni veya neden birbirine tıpatıp benzeyen iki parça... sonsuz dişli redüktörleri Aynı özelliklere sahip farklı tedarikçilerden alınan ürünlerin kullanım ömrü önemli ölçüde farklılık gösterebilir.
Cevapların tamamı dişli geometrisinde gizli. Kurşun açısını, temas mekaniğini ve sürtünme temellerini anladığınızda, bir sonsuz dişli redüktörünün veri sayfasını sadece rakamlara bakarak değil, gerçek bir mühendislik değerlendirmesiyle okuyabilirsiniz.

Solucan Çifti: Her Şeyi Yönlendiren Temel Geometri
Sonsuz dişli redüktör iki temel bileşenden oluşur: sonsuz vida mili (solucan) — silindirik, vida benzeri bir bileşen — ve sonsuz dişli çark — Dişleri sonsuz vidanın etrafına sarılacak şekilde şekillendirilmiş bir dişli çark. İki bileşenin eksenleri 90° açıyla kaydırılmıştır ve aralarındaki merkez mesafesi çerçeve boyutunu belirler.
Sonsuz Dişli Mili
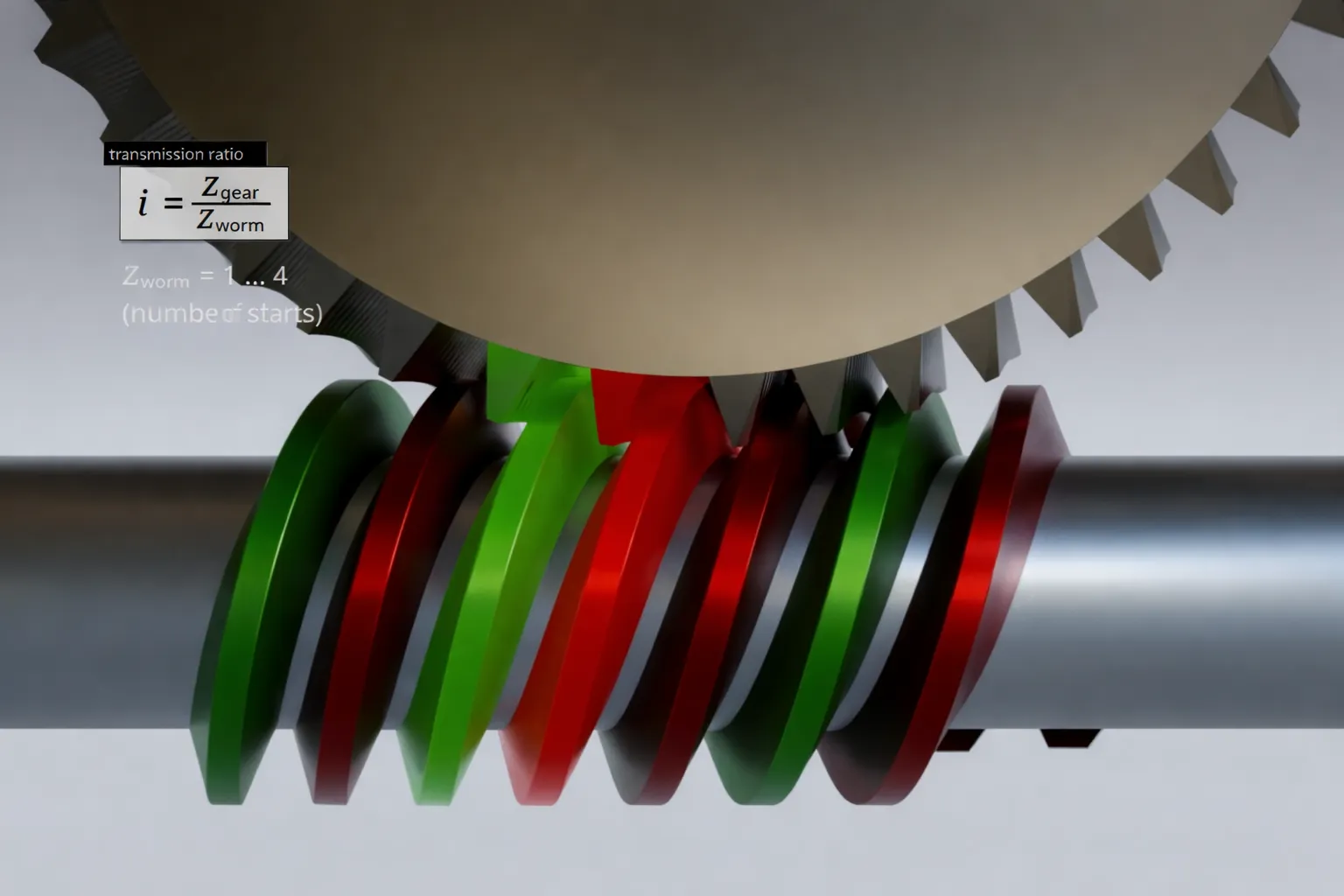
Kurşun açısı (λ): Sonsuz vida dişi ile sonsuz vida eksenine dik düzlem arasındaki açı. Bu, en önemli geometrik parametredir; hem verimliliği hem de kendiliğinden kilitlenmeyi aynı anda belirler.
Başlangıç sayısı (Z₁): Sonsuz vidanın taşıdığı ayrı iplik sarmallarının sayısı. Tek başlangıçlı bir sonsuz vida (Z₁ = 1), belirli bir çap için en küçük hatve açısına sahiptir ve bu nedenle en yüksek orana ve en güçlü kendiliğinden kilitlenmeye sahiptir. Dört başlangıçlı bir sonsuz vida daha büyük bir hatve açısına sahiptir ve kademe başına oranın azalması pahasına daha yüksek verimlilik sağlar.
Malzeme: 20CrMnTi alaşımlı çelik, 58–62 HRC sertliğe kadar yüzey sertleştirilmiş ve hassas taşlanmıştır. Bronz tekerleğe göre sertlik avantajı kasıtlıdır; sonsuz vida, feda edilebilir bir bileşen olmamalıdır.
Sonsuz Dişli Çark
Diş sayısı (Z₂): Z₁ ile birlikte vites oranını doğrudan belirler. Oran formülü basittir: i = Z₂ / Z₁.
Diş profilini çevreleyen kısım: Düz bir hat üzerinde temas eden düz dişli çarkın aksine, sonsuz dişli çark Dişler, sonsuz vida dişine uyacak şekilde kavisli olarak tasarlanmıştır. Bu, nokta yerine kavisli bir temas yüzeyi oluşturarak yükü daha geniş bir alana dağıtır ve yüksek tork yoğunluğunu mümkün kılar. sonsuz dişli redüktörleri Büyük oranlarda etkilidir.
Malzeme: Yüksek kalaylı bronz (tipik olarak -121 TP3T kalay içeriği). Bronz, sertleştirilmiş çeliğe karşı düşük sürtünme ve kabul edilebilir aşınma ile çalışır; bronz çark öncelikli olarak aşınır, bu da tasarım gereğidir çünkü çarklar sonsuz dişli millerinden daha ucuz ve değiştirilmesi daha kolaydır.
Merkez Mesafesi = Çerçeve Boyutu
Sonsuz vida mili ekseni ile sonsuz vida çarkı ekseni arasındaki merkez mesafesi (milimetre cinsinden) çerçeve boyutunu belirler. Bir WP40'ın merkez mesafesi 40 mm'dir; bir NMRV063'ün merkez mesafesi ise 63 mm'dir.
Daha büyük merkez mesafesi → daha büyük tekerlek çapı → daha fazla diş temas alanı → daha yüksek tork kapasitesi. Bu nedenle kadro boyutu seçimi esasen güç odaklı değil, tork odaklı bir karardır.
Kurşun Açısı: Verimliliği ve Kendiliğinden Kilitlemeyi Kontrol Eden Tek Sayı
| Kurşun Açısı λ | Tipik Oran i | Yaklaşık η | Kendinden Kilitli |
|---|---|---|---|
| 3° – 5° | 60:1 – 100:1 | 40 – 55% | Güvenilir |
| 6° – 8° | 30:1 – 60:1 | 55 – 70% | Güvenilir |
| 10° – 15° | 10:1 – 30:1 | 70 – 82% | Marjinal |
| 20° – 30° | 5:1 – 10:1 | 83 – 92% | Hiçbiri |
Tam yükte, çalışma sıcaklığında, standart mineral yağda elde edilen değerler. Kendiliğinden kilitlenme için λ < sürtünme açısı ρ (bronz-çelik için tipik olarak 6–8°) gereklidir.
Kurşun açısı λ, sonsuz vida dişinin adım çapında ölçülen helis açısıdır. Bu açının artması veya azalmasıyla neler olduğunu anlamak, sonsuz vidanın her önemli özelliğinin kilidini açar. sonsuz dişli redüktörü.
Sonsuz vidayı, bir silindirin etrafına sarılmış eğimli bir düzlem olarak düşünün. Sığ bir eğim (küçük ön açı), yükü yukarı itmeyi kolaylaştırır ancak yükün aşağı kaymasını imkansız hale getirir — yüksek oran, kendiliğinden kilitlenme, düşük verimlilik. Dik bir eğim, nesnelerin her iki yönde de kolayca kaymasına izin verir — düşük oran, geri sürülebilir, yüksek verimlilik.
Bu yüzden hayır sonsuz dişli redüktörü Aynı anda yüksek verimliliğe, yüksek orana ve güvenilir bir şekilde kendiliğinden kilitlenmeye sahip olabilir. Geometri buna izin vermiyor; üçünden ikisini seçmeniz gerekiyor.
Kendiliğinden kilitlenme durumu: A sonsuz dişli redüktörü Kurşun açısı λ, sürtünme açısı ρ = arctan(μ)'den küçük olduğunda kendiliğinden kilitlenir; burada μ, sonsuz dişli çark temasındaki sürtünme katsayısıdır. Mineral yağ yağlamalı sertleştirilmiş çelik üzerinde bronz için μ ≈ 0,08–0,12, bu da ρ ≈ 4,6°–6,8° verir. 20:1 ve üzeri oranlarda, çoğu standart sonsuz dişli redüktörü bu koşulu sağlar. 20:1'in altında, geri sürüş yeteneği tam geometriye ve çalışma sıcaklığına bağlıdır — 20:1'in altında doğrulama yapılmadan asla kendiliğinden kilitlenmeye güvenmeyin.
İç Yapı: Konutun İçinde Neler Var?

Sonsuz Dişli Mil Yatakları
Sonsuz vida mili, radyal yüklere ek olarak önemli eksenel itme yükleri de üretir; vida geometrisi, torku iletirken mili kendi ekseni boyunca iter. Bu birleşik yüklemeyi karşılamak için sonsuz vida milinin uçlarında konik makaralı rulmanlar veya açılı temaslı rulmanlar kullanılır. Bu rulmanlardaki ön yükleme, montaj sırasında dikkatlice ayarlanır; çok gevşek olursa mil sapması boşluğu artırır; çok sıkı olursa sürtünme kayıpları artar.
Sonsuz Dişli Rulmanları
Sonsuz dişli çarkı taşıyan çıkış mili, radyal yükler için genellikle derin oluklu bilyalı rulmanlar veya silindirik makaralı rulmanlar kullanır ve bazen bir ucunda eksenel rulman bulunur. Çıkış rulman kapasitesi, veri sayfasında bulacağınız maksimum Fr₂ (çıkış mili radyal yükü) ve Fa₂ (eksenel yük) özelliklerini belirler.
Sızdırmazlık Sistemi
Her mil çıkış noktasında bir dudak contası (iskeletsel yağ keçesi) kullanılır. Conta dudağı mil yüzeyine temas eder ve soğutma ve yağlama için dudak ile mil arasındaki yağlayıcı filme güvenir. Conta arızalandığında - mil yüzeyinin pürüzlülüğü, conta dudağının sertleşmesi veya aşınmış yataklardan kaynaklanan mil eksantrikliği nedeniyle - yağ sızmaya başlar. Bu nedenle yatak aşınması ve conta arızası genellikle birlikte görülür.
Havalandırma Tapası
Çalışma sırasında ünite ısındıkça iç hava basıncı yükselir. Havalandırma tapası, bu basıncın atmosfer basıncıyla eşitlenmesini sağlayarak yağın contalardan dışarı itilmesini önler. Tıkalı bir havalandırma tapası, yağ keçesi sızıntısının en yaygın ve kolayca gözden kaçan nedenlerinden biridir.
Konut Malzemeleri: Alüminyum mu, Dökme Demir mi? — Gerçek Bir Mühendislik Seçimi
| Mülk | Alüminyum ADC12 | Dökme Demir HT200 |
|---|---|---|
| Ağırlık (göreceli) | 1× (çakmak) | 2,7 kat daha ağır |
| Isı iletkenliği | ~160 W/m·K — mükemmel ısı dağılımı | ~50 W/m·K — daha düşük dağılım |
| Darbe direnci | Ilıman | Yüksek — ani yükler için tercih edilir |
| Titreşim sönümlemesi | Düşük | Yüksek ses seviyesi — yük altında daha sessiz |
| Maksimum çerçeve boyutu | RV/NMRV 150'ye kadar | WP serisi 250+'ye kadar |
| En iyi uygulama | Hafif/orta yük, ağırlığa duyarlı, temiz ortamlar | Ağır/sürekli çalışma, ani yükler, endüstriyel ortamlar |
Alüminyumun daha yüksek ısı iletkenliği önemli bir pratik avantajdır: alüminyum gövdeli bir cihazın termal güç değeri... sonsuz dişli redüktörü Sürtünme sonucu oluşan ısı daha hızlı dağıldığı için, aynı çerçeve boyutuna sahip eşdeğer dökme demir üniteye göre genellikle 15–25% daha yüksek güç tüketimine sahiptir. Bu nedenle, NMRV serisi alüminyum redüktörler, dökme demir WP serisi ünitelere kıyasla malzemenin daha düşük darbe dayanımına rağmen, sürekli çalışma gerektiren hafif endüstriyel uygulamalar için tercih edilmektedir.
Dişli Oranının Nasıl Elde Edildiği — Gerçek Mekanizma
Dişli oranı formülü şöyledir: i = Z₂ / Z₁ — Sonsuz dişli çarkındaki diş sayısı, sonsuz mil üzerindeki başlangıç (diş) sayısına bölünür. Sonsuz mil üzerindeki her tam dönüş, sonsuz dişli çarkını Z₁ diş ilerletir. Eğer çarkta 40 diş ve sonsuz mil üzerinde 1 başlangıç varsa, çark her sonsuz mil devri için tam bir dönüşün 1/40'ı kadar ilerler; bu da 40:1 oranına karşılık gelir.

1-başlangıç solucanı (Z₁=1): Verilen tekerlek boyutu için maksimum oran. Kurşun açısı minimumdur. Kendiliğinden kilitlenen sistem en güvenilir olanıdır. Verimliliği en düşüktür. ≥ 30:1 oranları için kullanılır.
2-başlangıçlı solucan (Z₁=2): Aynı tekerlek boyutu için oran yarıya indirildi. Kurşun açısı daha büyük. Daha yüksek verimlilik. Verimliliğin kendiliğinden kilitlenme güvenilirliğinden daha önemli olduğu 10:1 – 30:1 oranlarında yaygındır.
4-başlangıçlı solucan (Z₁=4): Sonsuz dişli tasarımında mevcut en yüksek verimlilik. Üst uçta kurşun açısı. Kendiliğinden kilitlenme sağlanamaz. Çıkış hızının nispeten yüksek olduğu 5:1 – 10:1 oranlarında kullanılır.
Bu, nedenini açıklıyor. sonsuz dişli redüktörü 40:1 oranındaki bir vida, aynı üreticiden olsa bile 10:1 oranındaki bir vidadan daha düşük verimliliğe sahiptir; bunun nedeni sadece üretim kalitesindeki farklılık değil, farklı kılavuz açılarına sahip farklı sonsuz dişli başlatma konfigürasyonları kullanmalarıdır.
Sağ El Spirali mi, Sol El Spirali mi: Ne Zaman Önemlidir?
Standart sonsuz dişli redüktörleri Sağ el sonsuz dişli helezon kullanılır — sonsuz dişli mili saat yönünde döndüğünde (giriş ucundan bakıldığında), çıkış mili helezon yönü tarafından belirlenen belirli bir yönde döner. Çoğu endüstriyel uygulama için sağ el sonsuz dişli redüktörler standarttır ve herhangi bir spesifikasyona gerek yoktur.
Sol dişli sonsuz vidalı redüktörler iki durumda önem kazanır: gerekli çıkış mili dönüş yönü, motorun yeniden konumlandırılması veya motor dönüş yönünün değiştirilmesiyle elde edilemediğinde ve çıkış millerinin ortak bir giriş milini paylaşırken ters yönde dönmesi gereken arka arkaya ikiz redüktör konfigürasyonlarında.
Sol dişli sonsuz vida redüktörü sipariş ederken, çoğu üreticide sol dişli sonsuz vidalar stokta bulunmadığından, teslim süresi genellikle standart süreden 2-4 hafta daha uzundur. Makine tasarımına karar vermeden önce stok durumunu teyit edin. sonsuz dişli redüktör serisi Her iki konfigürasyonu da içerir — rotasyon gereksinimleriniz için lütfen bizimle iletişime geçin.
Sonsuz Dişli Aşınma Mekaniği: Bronz-Çelik Tasarımını Anlamak
Sonsuz dişli çark arayüzündeki kayma teması, helisel dişli çiftlerindeki yuvarlanma temasının aksine, çalışma sırasında sürekli olarak sürtünme ısısı ve aşınma parçacıkları üretir. Bu, sonsuz dişli redüktörlerinin yuvarlanma temaslı dişli tahrik sistemlerine göre daha düşük verimliliğe sahip olmasının temel nedenidir.
Sonsuz dişli redüktörlerini etkileyen üç aşınma modu:
Yapışkan aşınma (çizikler): Yağlama filminin bozulması sonucu oluşur; metal-metal teması mikro kaynaklanmaya ve yırtılmaya neden olur. Bu en zararlı moddur ve genellikle diş yüzeyinde paralel çizikler şeklinde görülür. Nedeni: Yanlış viskozite, yetersiz yağ seviyesi veya aşırı sıcaklık nedeniyle yağ filminin yetersizliği.
Aşındırıcı yıpranma: Normal sonsuz dişli çarkının alıştırma sürecinde oluşan bronz parçacıklar tekrar dişli çarkın içine girer ve aşındırıcı görevi görür. Bu nedenle 50-100 saatte bir yapılan ilk yağ değişimi isteğe bağlı değildir; bu parçacıklar dişli çarktan ikinci bir döngüyü tamamlamadan önce mutlaka temizlenmelidir.
Çukurlaşma yorgunluğu: Yüzey altı yorulma çatlakları, tekrarlanan gerilme döngüleri altında gelişir ve sonunda yüzey malzemesinin dökülmesine neden olur. Bu, ani bir arıza yerine, ağır ve sürekli yük altında ömrü sınırlayan bir durumdur ve bronz diş yüzeyinde küçük çukurlar şeklinde görünür.

Bronzun çelik yerine neden daha çok aşındığı ve bunun neden doğru bir tasarım olduğu: 58-62 HRC sertliğindeki sertleştirilmiş çelik sonsuz dişli mili, kalay bronz sonsuz dişli çarkından yaklaşık 3-4 kat daha serttir. Yağlama filmi yetersiz olduğunda, daha yumuşak olan bronz önce deforme olur. Bu kasıtlıdır; sonsuz dişli çarkının değiştirilmesi, sonsuz dişli milinin değiştirilmesinin maliyetinin çok daha düşük bir kısmına mal olur ve sonsuz dişli milinin geometrisi (hassas taşlanmış dişiyle) üretimi çok daha zordur. Doğru yağlama, her iki parçayı da tasarlanmış aşınma oranları içinde tutarak, sonsuz dişli çarkının hizmet ömrünü standart uygulamalarda 15.000-25.000 saate kadar uzatır.
Sıkça Sorulan Sorular — Sonsuz Dişli Redüktör Mekaniği
Sonsuz dişli redüktöründe neden daha sert bir malzeme yerine bronzdan yapılmış bir dişli çark kullanılır?
Sonsuz dişli redüktör, çıkış milinden geri tahrik edilebilir mi?
Aynı özelliklere sahip, farklı tedarikçilerden alınan iki sonsuz dişli redüktörün fiyatları neden bu kadar farklı?
Çoklu başlangıçlı solucan nedir ve ne zaman belirtmeliyim?
Sarmaşık solucan nedir ve Korea Ever-Power bu solucanlardan tedarik ediyor mu?
Çalışma sıcaklığı, sonsuz dişli redüktörünün kendiliğinden kilitlenme davranışını nasıl etkiler?
Uygulama Mühendisliği Desteğine mi İhtiyacınız Var?
Korea Ever-Power'ın teknik ekibi, Kore ve bölge genelindeki OEM mühendisleri ve tedarik uzmanlarıyla birlikte çalışmaktadır. İster bir ürünün özelliklerini belirliyor olun, ister başka bir şey... sonsuz dişli redüktörü Yeni bir makine tasarımı veya mevcut bir ünitenin değiştirilmesi için standart olarak boyut çizimleri, malzeme sertifikaları ve uygulama desteği sağlıyoruz.
Editör: Cxm

























