ウォームギア減速機の仕組み:メカニズム解説
の幾何学 ウォームギア減速機 効率、セルフロック性、騒音、耐荷重など、あらゆる要素は、ボルトを締め付ける前に決定されます。このガイドでは、ウォームギア減速機を選定または仕様決定するすべてのエンジニアが理解しておくべき、基本的なメカニズムについて解説します。
メカニズムを理解することで、より優れたセレクターになれる理由
カタログのページには出力トルクと比率が記載されています。 なぜ その比率にはその効率性が伴う理由、自己ロックが特定の比率までは機能するがそれ以下では機能しない理由、または見た目が同じ2つの ウォームギア減速機 同じ仕様であっても、異なるサプライヤーから購入した場合、耐用年数には大きな差が生じる可能性がある。
答えはすべてギアの形状にあります。リード角、接触力学、摩擦の基本原理を理解すれば、ウォームギア減速機のデータシートを単なる数字の羅列ではなく、真のエンジニアリング的判断力をもって読み解くことができるようになります。

ワームペア:すべてを動かす基本幾何学
ウォームギア減速機は、主に2つのコンポーネントで構成されています。 ウォームシャフト (ウォーム)—円筒形のねじ状の部品—と ウォームホイール ―歯がウォームのねじ山を包み込むように成形された歯車。2つの部品の軸は90°ずれており、それらの中心間の距離によってフレームサイズが決定されます。
ワームシャフト
リード角(λ): ウォームねじとウォーム軸に垂直な平面との間の角度。これは最も重要な幾何学的パラメータであり、効率とセルフロック機構の両方を左右する。
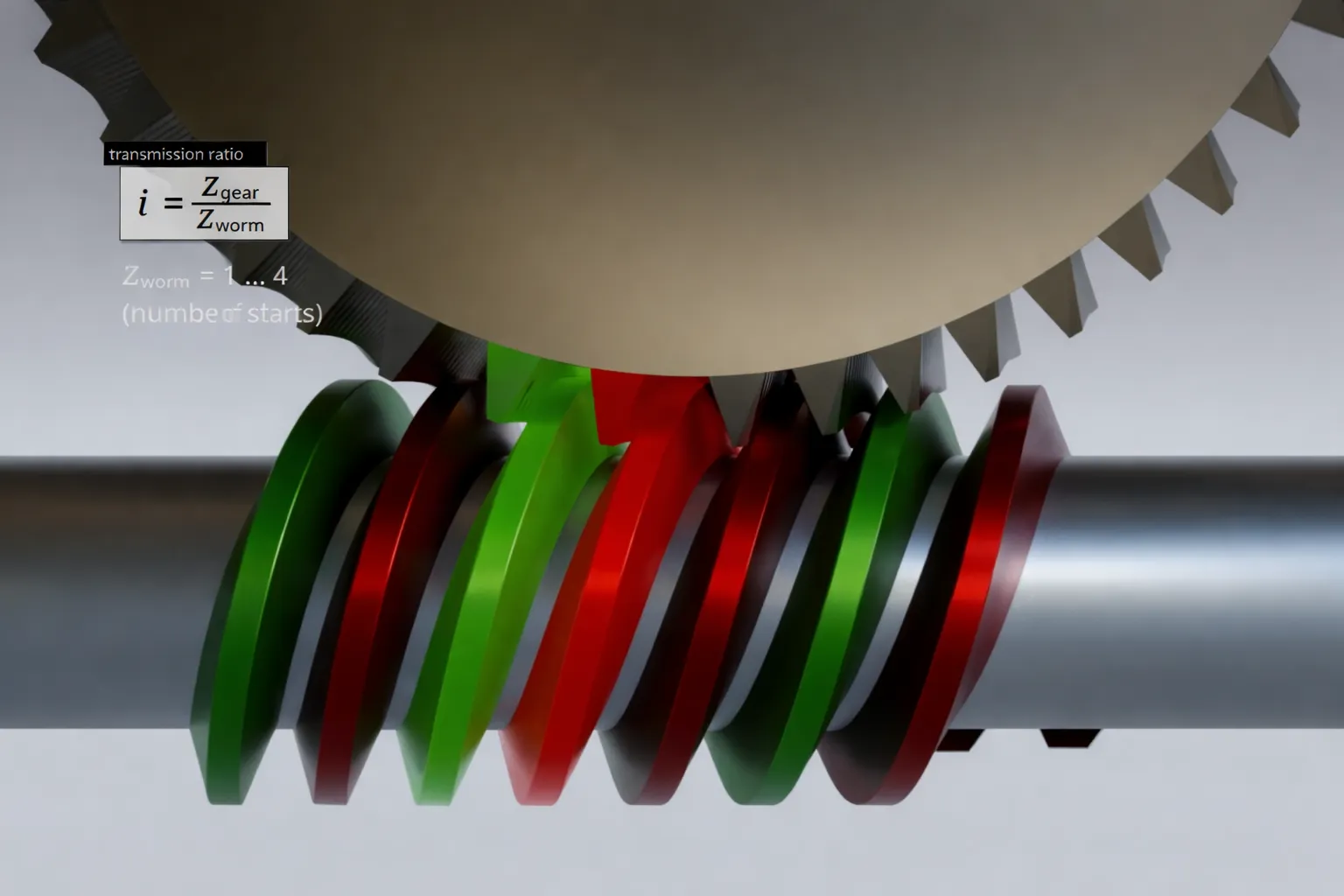
開始回数(Z₁): ウォームがいくつの独立したねじ山を巻き取っているか。単条ウォーム(Z₁ = 1)は、同じ直径に対してリード角が最小となるため、比が最も高く、自己ロック力も最も強力です。四条ウォームはリード角が大きく、段あたりの比は低下しますが、効率は高くなります。
材料: 20CrMnTi合金鋼を使用し、表面硬化処理を施して硬度を58~62HRCに高め、精密研磨仕上げを施しています。ブロンズ製ホイールに比べて硬度が高いのは意図的なものであり、ウォームギアは消耗部品であってはなりません。
ワームホイール
歯の数(Z₂): Z₁と組み合わせることでギア比を直接決定します。ギア比の計算式は単純に i = Z₂ / Z₁ です。
歯の輪郭を包み込む: 直線で接触するストレートスパーギアとは異なり、 ウォームホイール 歯はウォームのねじ山に合わせて湾曲しています。これにより、点ではなく湾曲した接触面が形成され、荷重がより広い領域に分散され、高いトルク密度が可能になります。 ウォームギア減速機 高い比率で効果を発揮する。
材料: 高錫青銅(通常、錫含有量10~12%)。青銅は焼き入れ鋼と摩擦が少なく、摩耗も許容範囲内で転動する。青銅製の車輪は優先的に摩耗するが、これは設計上の意図によるもので、車輪はウォームシャフトよりも安価で交換が容易であるためである。
中心距離 = フレームサイズ
ウォームシャフト軸とウォームホイール軸の中心距離(ミリメートル単位)がフレームサイズを決定します。WP40の中心距離は40mm、NMRV063の中心距離は63mmです。
中心間距離が大きいほど、ホイール径が大きくなり、歯の接触面積が増えるため、トルク容量が高くなります。これが、フレームサイズの選択が基本的にトルク重視の決定であり、パワー重視の決定ではない理由です。
リードアングル:効率とセルフロックを制御する唯一の数値
| リード角λ | 標準比率 i | 近似η | セルフロック |
|---|---|---|---|
| 3°~5° | 60:1~100:1 | 40 – 55% | 信頼性のある |
| 6°~8° | 30:1~60:1 | 55 – 70% | 信頼性のある |
| 10°~15° | 10:1~30:1 | 70 – 82% | 限界 |
| 20°~30° | 5:1~10:1 | 83 – 92% | なし |
定格負荷、動作温度、標準鉱物油使用時の値。セルフロックには、λ < 摩擦角ρ(青銅と鋼の場合、通常6~8°)が必要です。
リード角λは、ピッチ直径で測定したウォームねじのらせん角です。この角度が増減すると何が起こるかを理解することで、 ウォームギア減速機.
ウォームギアは、円筒に巻き付いた傾斜面だと考えてください。傾斜角が浅い(リード角が小さい)と、負荷を押し上げるのは容易ですが、負荷が滑り落ちることは不可能です。つまり、高減速比、セルフロック機能付き、低効率となります。傾斜角が急な場合は、負荷が両方向に容易に滑り落ちるため、低減速比、逆駆動可能、高効率となります。
だから、 ウォームギア減速機 高効率、高比率、そして信頼性の高いセルフロック機能を同時に実現することは不可能です。形状上の制約により、3つのうち2つしか選択できません。
自己ロック状態: A ウォームギア減速機 リード角λが摩擦角ρ = arctan(μ)より小さい場合にセルフロックします。ここでμはウォームホイール接触面における摩擦係数です。焼入れ鋼とブロンズを鉱物油で潤滑した場合、μ ≈ 0.08~0.12となり、ρ ≈ 4.6°~6.8°となります。減速比が20:1以上の場合、ほとんどの標準的なウォーム減速機はこの条件を満たします。20:1未満の場合、逆駆動性は正確な形状と動作温度に依存します。20:1未満では、検証なしにセルフロックに頼らないでください。
内部構造:ハウジングの内部構造

ウォームシャフトベアリング
ウォームシャフトは、半径方向の荷重に加えて、大きな軸方向推力荷重を発生させます。ねじの形状により、トルクを伝達する際にシャフトが軸方向に押し込まれるためです。この複合荷重に対応するため、ウォームシャフトの両端には円錐ころ軸受またはアンギュラ玉軸受が使用されます。これらの軸受の予圧は組み立て時に慎重に設定されます。予圧が緩すぎるとシャフトのたわみが大きくなりバックラッシュが増加し、強すぎると摩擦損失が増加します。
ウォームホイールベアリング
ウォームホイールを駆動する出力軸には、通常、ラジアル荷重に対して深溝玉軸受または円筒ころ軸受が使用され、場合によっては片端にスラスト軸受が用いられます。出力軸の軸受容量によって、データシートに記載されている最大Fr₂(出力軸ラジアル荷重)およびFa₂(軸方向荷重)の仕様が決まります。
シーリングシステム
各シャフト出口にはリップシール(骨格オイルシール)が使用されています。シールリップはシャフト表面に接しており、リップとシャフトの間の潤滑油膜によって冷却と潤滑が行われます。シャフト表面の粗さ、シールリップの硬化、または摩耗したベアリングによるシャフトの偏心などが原因でシールが破損すると、オイルが漏れ始めます。これが、ベアリングの摩耗とシールの破損が同時に発生することが多い理由です。
ベントプラグ
運転中にユニットが加熱されると、内部の空気圧が上昇します。ベントプラグは、この圧力を大気圧と平衡させることで、オイルがシールから漏れ出すのを防ぎます。ベントプラグの詰まりは、オイルシールの漏れの最も一般的な原因の一つであり、見落とされやすい原因でもあります。
住宅用材料:アルミニウム対鋳鉄 ― 真のエンジニアリング上の選択
| 財産 | アルミニウムADC12 | 鋳鉄製HT200 |
|---|---|---|
| 重量(相対値) | 1×(ライター) | 2.7倍重い |
| 熱伝導率 | 約160 W/m·K — 優れた放熱性能 | 約50 W/m·K — 低い放熱量 |
| 耐衝撃性 | 適度 | 高 — 衝撃荷重に好ましい |
| 振動減衰 | 低い | 高 - 負荷がかかった時の静音性が高い |
| 最大フレームサイズ | RV/NMRV 最大 150 | WPシリーズ最大250+ |
| 最適なアプリケーション | 軽~中程度の負荷、重量に敏感、清潔な環境 | 重負荷/連続負荷、衝撃荷重、産業環境 |
アルミニウムの高い熱伝導率は、実用的な利点として重要です。アルミニウム製の筐体の熱出力定格は、 ウォームギア減速機 摩擦によって発生する熱がより速く放散されるため、NMRVシリーズのアルミニウム製減速機は、同じフレームサイズの鋳鉄製減速機よりも15~25%高い値を示すことがよくあります。そのため、NMRVシリーズのアルミニウム製減速機は、鋳鉄製のWPシリーズに比べて耐衝撃性は低いものの、連続運転の軽工業用途に指定されています。
ギア比はどのように実現されるのか ― 実際のメカニズム
ギア比の計算式は次のとおりです。 i = Z₂ / Z₁ ウォームホイールの歯数をウォームシャフトのねじ山数で割った値。ウォームシャフトが1回転するごとに、ウォームホイールはZ₁歯分進みます。例えば、ウォームホイールの歯数が40で、ねじ山数が1の場合、ウォームが1回転するごとにウォームホイールは1/40回転進み、40:1の比率になります。

1-スタートワーム (Z₁=1): 指定されたホイールサイズにおける最大減速比。リード角は最小。セルフロック機構の信頼性は最高。効率は最低。減速比が30:1以上の場合に使用。
2スターワーム(Z₁=2): 同じホイールサイズでギア比を半分にすることで、リード角を大きくし、効率を向上させています。効率がセルフロックの信頼性よりも重視される10:1~30:1のギア比でよく用いられます。
4つ星ワーム(Z₁=4): ウォームギア設計において最高の効率を実現。上端にリード角あり。セルフロック機構は搭載不可。出力速度が比較的高い5:1~10:1の減速比で使用。
これは、 ウォームギア減速機 同じメーカー製であっても、40:1のギア比のものは10:1のものよりも効率が低い。これは、単に製造品質が異なるのではなく、異なるリード角度を持つ異なるウォームスタート構成を使用しているためである。
右巻き vs 左巻き:どちらが重要か
標準 ウォームギア減速機 右巻きウォームヘリックスを使用します。ウォームシャフトが(入力側から見て)時計回りに回転すると、出力シャフトはヘリックスの方向によって決まる特定の方向に回転します。ほとんどの産業用途では、右巻きウォーム減速機が標準であり、特別な仕様は必要ありません。
左回転ウォーム減速機は、2つの状況で有効になります。1つは、モーターの位置を変更したり、モーターの回転方向を変更したりしても、必要な出力軸の回転方向を実現できない場合、もう1つは、共通の入力軸を共有しながら出力軸が逆方向に回転する必要がある、背中合わせのツイン減速機構成の場合です。
左回転ウォーム減速機を指定する場合、ほとんどのメーカーでは左回転ウォームは在庫品ではないため、納期は通常より2~4週間長くなります。機械設計に組み込む前に、在庫状況をご確認ください。 ウォームギア減速機シリーズ 両方の構成に対応しています。回転に関するご要望についてはお問い合わせください。
ウォームギアの摩耗メカニズム:ブロンズ・オン・スチール設計の理解
ウォームとホイールの接触面における滑り接触は、ヘリカルギア対における転がり接触とは異なり、運転中に摩擦熱と摩耗粉を継続的に発生させる。これが、ウォームギア減速機が転がり接触式ギア駆動装置よりも効率が低い根本的な理由である。
ウォームギア減速機に影響を与える3つの摩耗モード:
接着剤による摩耗(擦り傷): 潤滑油膜が破壊されると、金属同士の接触によって微小な溶着や裂け目が生じます。これは最も損傷の激しい損傷形態であり、通常は歯面に沿って平行な擦り傷として現れます。原因:粘度の不適切、油量不足、または過熱による油膜の不十分さ。
摩耗: ウォームホイールの慣らし運転で発生したブロンズ粒子は、再びメッシュに入り込み、研磨剤として作用します。そのため、50~100時間後の最初のオイル交換は必須です。これらの粒子は、メッシュを二度目に通過する前に洗い流す必要があるのです。
点状疲労: 表面下の疲労亀裂は、繰り返しの応力サイクルによって発生し、最終的に表面材料の剥離を引き起こします。これは、突然の破損ではなく、持続的な高負荷下における寿命を制限するモードであり、青銅製の歯面に小さな窪みとして現れます。

なぜ鋼鉄ではなく青銅が摩耗するのか、そしてなぜそれが正しい設計なのか: HRC 58~62の硬化鋼製ウォームシャフトは、錫青銅製ウォームホイールの約3~4倍の硬度を持っています。潤滑膜が不足すると、より軟らかい青銅の方が先に変形します。これは意図的な設計です。ウォームホイールの交換費用はウォームシャフトの交換費用のほんの一部で済み、また、精密研磨されたねじ山を持つウォームシャフトの形状は製造がはるかに困難だからです。適切な潤滑を行うことで、両方の部品の摩耗率を設計値内に抑え、標準的な使用条件下でのウォームホイールの耐用年数を15,000~25,000時間に延ばすことができます。
ウォームギア減速機の整備士がよくある質問
ウォームギア減速機では、なぜ歯車に硬い材料ではなく青銅が使われるのでしょうか?
ウォームギア減速機は、出力軸から逆駆動することは可能ですか?
異なるサプライヤーから販売されている、仕様が全く同じ2つのウォームギア減速機が、なぜこれほど価格が異なるのでしょうか?
マルチスタートワームとは何ですか?また、どのような場合に指定すべきですか?
被覆ワームとは何ですか?また、韓国エバーパワー社は被覆ワームを供給していますか?
運転温度はウォームギア減速機のセルフロック動作にどのような影響を与えるか?
アプリケーションエンジニアリングのサポートが必要ですか?
Korea Ever-Powerの技術チームは、韓国および地域全体のOEMエンジニアや調達担当者と協力しています。 ウォームギア減速機 新規機械設計や既存ユニットの交換の場合、寸法図、材料証明書、およびアプリケーションサポートを標準サービスとして提供いたします。
編集者: Cxm

























