Efficienza del riduttore a vite senza fine: l'analisi tecnica
Ogni scheda tecnica mostra un intervallo di efficienza per un riduttore a vite senza fineMolti meno ingegneri sanno cosa determina in quale punto di tale intervallo opera effettivamente la loro specifica unità, o perché il limite di potenza termica sia più importante della coppia meccanica nominale per le applicazioni a funzionamento continuo. Questo articolo tratta entrambi gli aspetti.
L'efficienza è il compromesso inevitabile nella scelta di un riduttore a vite senza fine.
UN riduttore a vite senza fine Raggiunge elevati rapporti di riduzione in un unico stadio, fornisce un'uscita ad angolo retto di serie e offre un autobloccaggio intrinseco ai rapporti appropriati. Queste caratteristiche lo rendono la scelta ideale per numerose applicazioni industriali. Il compromesso che deriva da tutti e tre questi vantaggi è una minore efficienza rispetto a un riduttore elicoidale o epicicloidale a parità di rapporti di trasmissione.
Non si tratta di un difetto di fabbricazione o di una limitazione di progettazione che possa essere eliminata con interventi ingegneristici: è una conseguenza fondamentale del meccanismo di contatto scorrevole che conferisce alla vite senza fine le sue caratteristiche uniche. La filettatura della vite senza fine scorre contro la superficie del dente della ruota durante l'ingranamento. Questo contatto scorrevole genera attrito. L'attrito genera calore. Il calore rappresenta energia non trasferita all'albero di uscita, che è la definizione stessa di perdita di efficienza.
Riconoscere apertamente questo aspetto, anziché minimizzarlo, porta a decisioni di selezione migliori. riduttore a vite senza fine Un sistema progettato correttamente in base alle sue caratteristiche di efficienza funzionerà in modo affidabile per anni. Un sistema progettato ignorando le implicazioni in termini di efficienza (motore sottodimensionato, classificazione termica non considerata, lubrificante sbagliato) si guasterà prevedibilmente entro pochi mesi.
La caratteristica di efficienza crea anche un collegamento diretto con altri due parametri importanti: il limite di potenza termica (quanto calore l'involucro può dissipare continuamente) e il comportamento autobloccante (che dipende dalla stessa relazione tra angolo di elica e angolo di attrito che determina l'efficienza). La comprensione congiunta di tutti e tre questi aspetti è ciò che questo articolo si propone di fare.
Cinque fattori che determinano in quale punto dell'intervallo di efficienza opera la tua unità
Il catalogo mostra un intervallo, ad esempio 65–74% con un rapporto di 40:1. La posizione specifica del vostro impianto all'interno di questo intervallo dipende da cinque fattori, ciascuno quantificabile e sotto il vostro controllo durante la fase di selezione e installazione.

Fattore 1: Rapporto di trasmissione (la variabile dominante)
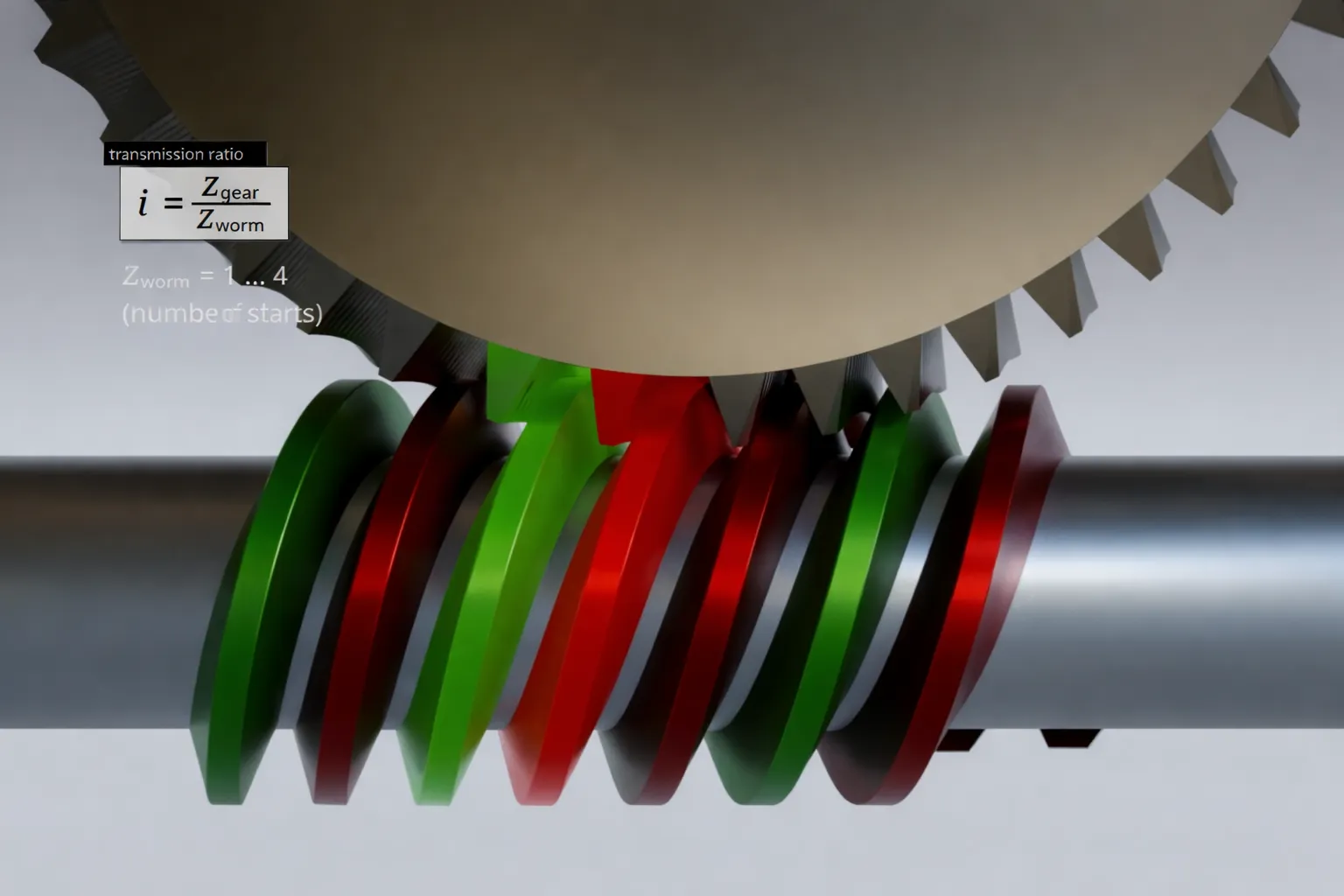
Efficienza in un riduttore a vite senza fine L'efficienza è direttamente controllata dall'angolo di elica della vite senza fine. Con un rapporto elevato (80:1 o 100:1), la filettatura è quasi perpendicolare all'albero, ovvero presenta un angolo di elica ridotto. Con un rapporto basso (7,5:1 o 10:1), la filettatura si avvolge a spirale con maggiore inclinazione, ovvero presenta un angolo di elica maggiore. La formula fondamentale dell'efficienza mostra chiaramente questa relazione: l'efficienza aumenta all'aumentare dell'angolo di elica rispetto all'angolo di attrito tra la vite senza fine e la ruota. Un rapporto più elevato implica un angolo di elica minore, quindi un'efficienza inferiore. Questa singola relazione spiega perché una trasmissione a vite senza fine con rapporto 10:1 può raggiungere un'efficienza di 85-88%, mentre un'unità con rapporto 100:1 della stessa famiglia di prodotti può raggiungere solo 55-62%.
Fattore 2: Abbinamento dei materiali e condizioni della superficie
La combinazione standard di materiali in un riduttore a vite senza fine La combinazione di albero a vite senza fine in acciaio legato temprato e ruota elicoidale in bronzo-stagno è stata scelta perché offre caratteristiche di attrito radente favorevoli. Il materiale della ruota in bronzo si adatta leggermente alla superficie della filettatura della vite senza fine sotto carico, aumentando l'area di contatto e riducendo la sollecitazione di contatto di picco. Il coefficiente di attrito di questa coppia in condizioni di buona lubrificazione è approssimativamente compreso tra 0,05 e 0,09. La precisione di fabbricazione influisce direttamente su questo valore: un albero a vite senza fine rettificato a Ra 0,4 µm genera meno attrito di uno con finitura a Ra 0,8 µm. Per questo motivo, le unità di qualità superiore di produttori affidabili operano costantemente nella parte alta dell'intervallo di efficienza.
Fattore 3: Viscosità del lubrificante alla temperatura di esercizio
Il film d'olio tra la vite senza fine e la ruota svolge due funzioni: riduce l'attrito metallo-metallo (una viscosità inferiore migliora questa funzione) e mantiene un film di separazione sotto carico (una viscosità superiore migliora questa funzione). Il riempimento standard ISO VG 220 è un compromesso che funziona bene nell'intervallo tipico di temperatura di esercizio di 40-70 °C (temperatura della coppa dell'olio). Se l'olio è troppo fluido alla temperatura di esercizio (grado errato per temperature ambiente elevate), l'attrito aumenta e l'efficienza diminuisce. Se l'olio è troppo denso all'avvio a freddo, le perdite per attrito viscoso sono elevate fino a quando l'unità non si riscalda. I lubrificanti sintetici mantengono una viscosità più costante in un intervallo di temperatura più ampio, motivo per cui spesso migliorano l'efficienza operativa di un riduttore a vite senza fine da 3–6% rispetto all'olio minerale con le stesse specifiche.
Fattore 4: Fattore di carico (carico parziale vs carico completo)
Efficienza in un riduttore a vite senza fine Non è costante nell'intero intervallo di carico. Le perdite per attrito meccanico all'ingranamento hanno due componenti: una componente dipendente dal carico (che scala con la coppia) e una componente fissa a vuoto (attrito dei cuscinetti, agitazione dell'olio). A carichi leggeri, le perdite fisse rappresentano una frazione maggiore dell'input, riducendo l'efficienza. A pieno carico nominale, l'attrito dipendente dal carico è dominante e l'efficienza è più vicina al valore di catalogo. Il funzionamento continuo a 30–40% di coppia nominale può ridurre l'efficienza effettiva di 3–7 punti percentuali rispetto al valore di catalogo a carico nominale.
Fattore 5: Temperatura di esercizio (fredda vs calda)
Un raffreddore riduttore a vite senza fine L'avvio a temperatura ambiente mostra un'efficienza inferiore rispetto alla stessa unità alla temperatura di esercizio. L'olio più denso a bassa temperatura crea maggiori perdite per attrito viscoso. Man mano che l'unità si riscalda, la viscosità diminuisce, il film d'olio si comporta in modo più ideale e l'efficienza aumenta fino al valore di esercizio a regime. Ciò significa che la corrente di spunto per gli azionamenti controllati da VFD è superiore alla corrente di funzionamento a regime, un aspetto rilevante per il dimensionamento dei VFD in applicazioni ad avviamento a freddo come i nastri trasportatori esterni durante gli inverni coreani.
Tabella di riferimento dell'efficienza in base al rapporto di trasmissione
| Rapporto di trasmissione | Angolo di elevazione approssimativo | Intervallo di efficienza (olio minerale) | Efficienza con olio sintetico | Autobloccante? |
|---|---|---|---|---|
| 7.5:1 | 17 – 22° | 88 – 92% | 90 – 94% | NO |
| 10:1 | 9 – 12° | 84 – 88% | 86 – 90% | NO |
| 15:1 | 6 – 8° | 79 – 84% | 81 – 86% | NO |
| 20:1 | 4,5 – 6° | 74 – 80% | 76 – 83% | Marginale |
| 30:1 | 3 – 4,5° | 68 – 76% | 71 – 79% | Affidabile |
| 40:1 | 2,5 – 3,5° | 64 – 73% | 67 – 76% | Affidabile |
| 60:1 | 1,5 – 2,5° | 60 – 68% | 63 – 71% | Molto affidabile |
| 80 – 100:1 | 1 – 2° | 55 – 63% | 58 – 66% | Altamente affidabile |
I valori riportati rappresentano gli intervalli tipici per i riduttori a vite senza fine standard della serie NMRV/WP al carico nominale, alla temperatura di esercizio e con lubrificazione corretta. I valori specifici devono essere verificati nella scheda tecnica del prodotto per i calcoli ingegneristici finali.
Calcolo eseguito: dalla potenza del motore alla dissipazione del calore
Questo esempio utilizza un'applicazione reale: un miscelatore chimico azionato da un motore da 4 kW attraverso un riduttore a vite senza fine con un rapporto di 40:1, in funzione continua a una temperatura ambiente di 35 °C. L'obiettivo è determinare se il limite di potenza termica viene rispettato a questa temperatura ambiente, un controllo che la maggior parte degli ingegneri tende a trascurare.
Controllo termico passo passo:
Dato: Potenza assorbita dal motore 4 kW, rapporto di riduzione 40:1, rendimento a 40:1 = 68% (olio minerale, pieno carico)
Fase 1 — Potenza di uscita: P_out = 4 × 0,68 = 2,72 kW
Fase 2 — Calore generato: P_calore = 4 × (1 – 0,68) = 4 × 0,32 = 1,28 kW
Fase 3 — Valore termico di catalogo a temperatura ambiente di 20 °C: P1th(20°C) = 1,6 kW (tipico per NMRV090 a 40:1)
Passaggio 4 — Correggere in base alla temperatura ambiente effettiva (35 °C): P1th(35°C) = 1,6 × (90–35) / 70 = 1,6 × 0,786 = 1,26 kW
Passaggio 5 — Verifica: P_heat (1,28 kW) > P1th(35°C) (1,26 kW) → Limite termico SUPERATO di 1,6%
Soluzioni: (a) Olio sintetico → efficienza 71%, P_heat = 1,16 kW → Soddisfatto ✓; (b) Telaio di dimensioni superiori (NMRV110) con grado termico più elevato → Soddisfatto ✓; (c) Aggiunta ventola di raffreddamento all'alloggiamento del motore → estende efficacemente il grado termico
Questo calcolo richiede meno di cinque minuti con i dati del catalogo. L'applicazione a 35 °C di temperatura ambiente con olio minerale è al limite: un sovraccarico termico di 1,61 TP3T che si manifesterebbe con un graduale aumento della temperatura dell'olio nel corso di settimane di funzionamento continuo. Il passaggio all'olio sintetico risolve il problema senza alcuna modifica hardware, con una differenza di costo del lubrificante di pochi dollari per intervallo di manutenzione.
Il limite di potenza termica: il vincolo di efficienza che la maggior parte degli ingegneri non considera.
Ogni riduttore a vite senza fine Il catalogo riporta due valori di potenza: la potenza meccanica (la coppia massima che l'ingranaggio può sopportare senza guasti) e la potenza termica (la massima potenza continua in ingresso che l'alloggiamento può dissipare sotto forma di calore senza superare la temperatura massima dell'olio). Per le applicazioni a funzionamento continuo, il valore di potenza termica rappresenta il vincolo determinante, non quello meccanico.
Come funziona la classificazione della potenza termica
Il calore generato dal riduttore a vite senza fine La rete deve essere condotta verso la superficie dell'involucro e quindi convogliata nell'aria circostante. La potenza termica nominale P1th è il livello di potenza in ingresso al quale il calore generato è uguale al calore dissipato, ovvero il punto di equilibrio stazionario alla temperatura ambiente specificata (solitamente 20 °C).
Se la generazione di calore effettiva supera P1th, la temperatura dell'olio aumenta continuamente fino a stabilizzarsi a un valore superiore al limite nominale (tipicamente 90 °C per l'olio minerale). A temperature elevate, la viscosità dell'olio diminuisce, il contatto metallo-metallo aumenta, l'usura accelera e i materiali delle guarnizioni si degradano. Il processo di guasto è graduale, non immediatamente catastrofico, motivo per cui passa inosservato finché una guarnizione non inizia a perdere o un campione di olio non mostra contaminazione.
Correzione della temperatura ambiente: Per ogni 5°C di differenza tra la temperatura ambiente e la temperatura di riferimento di 20°C, la potenza termica effettiva diminuisce di circa 7%. A una temperatura ambiente di 40°C, il fattore di correzione è (90–40)/(90–20) = 71,4% del valore di catalogo. A riduttore a vite senza fine con P1th = 2,0 kW a 20 °C fornisce solo 1,43 kW a 40 °C.
Tre soluzioni quando la potenza termica è insufficiente
Soluzione A: Passare a un lubrificante sintetico
L'olio sintetico ISO VG 220 riduce l'attrito nell'ingranaggio della vite senza fine di 3-6 punti percentuali di efficienza rispetto all'olio minerale alla stessa temperatura di esercizio. Meno attrito = meno calore = minore fabbisogno termico. Questa è la soluzione più economica e non richiede modifiche hardware. È la prima opzione da provare quando il calcolo termico mostra un leggero eccesso di attrito.
Soluzione B: Selezionare la dimensione del frame successiva
Un involucro più grande ha una superficie maggiore e una maggiore massa termica. La dimensione del telaio successiva, a parità di rapporto e carico, avrà un P1th più elevato che potrebbe soddisfare i requisiti termici anche a temperature ambiente elevate. Ciò comporta un aumento dei costi, ma garantisce un margine in tutte le condizioni operative. Anche la coppia meccanica nominale aumenta, offrendo un ulteriore vantaggio nelle applicazioni soggette a carichi d'urto.
Soluzione C: Aggiungere il raffreddamento ausiliario
Una ventola di raffreddamento ad aria forzata montata sul motore o un ventilatore separato diretto verso il riduttore a vite senza fine L'alloggiamento aumenta significativamente il coefficiente di scambio termico e innalza il P1th effettivo. Questo approccio mantiene le dimensioni dell'unità esistente ed è preferibile quando i vincoli di spazio impediscono l'utilizzo di un telaio più grande. Alcune serie a catalogo offrono ventole di raffreddamento preinstallate in fabbrica come accessori opzionali.
Cinque misure ingegneristiche che migliorano l'efficienza operativa reale
Queste misure vanno oltre la selezione della giusta dimensione del telaio. Riguardano le condizioni operative che determinano dove nell'intervallo di efficienza il riduttore a vite senza fine effettivamente funziona in servizio.
1. Non specificare un rapporto di trasmissione eccessivo. Ogni punto percentuale in più rispetto al rapporto effettivamente necessario per l'applicazione riduce l'efficienza. Se un azionamento per nastro trasportatore richiede una velocità di uscita di 35 giri/minuto e il rapporto calcolato è 41:1, la scelta di 40:1 è corretta. Scegliere 60:1 "per margine di sicurezza" riduce l'efficienza del 4-8% e genera da 15 a 251 TTP di calore in più per unità di lavoro prodotto, senza alcun beneficio funzionale.
2. Adattare la viscosità del lubrificante all'intervallo di temperatura di esercizio. L'olio ISO VG 220 è la raccomandazione standard per temperature ambiente comprese tra 20 e 40 °C. A temperature ambiente inferiori a 5 °C (inverni coreani, celle frigorifere), l'olio ISO VG 150 o un VG sintetico 100 possono essere più appropriati: un olio più fluido raggiunge più rapidamente la rete all'avvio a freddo, riducendo la durata del periodo di funzionamento a freddo inefficiente. Al di sopra dei 40 °C, l'olio ISO VG 320 o un VG sintetico 220 mantengono il film d'olio anche a viscosità ridotta ad alta temperatura.
3. Ottimizzare la posizione di montaggio per garantire la lubrificazione a spruzzo. Il livello standard di riempimento dell'olio in un NMRV o WP riduttore a vite senza fine È predisposto per il montaggio orizzontale. Se l'unità viene installata inclinata o capovolta, il segno del livello dell'olio non è più valido: la vite senza fine potrebbe funzionare parzialmente a secco, aumentando l'attrito e riducendo sensibilmente l'efficienza. Consultare le linee guida del produttore per la posizione di montaggio e regolare il livello dell'olio in caso di installazioni non orizzontali.
4. Progettare il ciclo di lavoro in modo da consentire il recupero termico. Per le applicazioni in cui il riduttore a vite senza fine funziona a carico elevato in modo intermittente (paranchi per la movimentazione dei materiali, azionamenti di processo intermittenti), la progettazione con tempi di raffreddamento tra i cicli di lavoro gravosi mantiene la temperatura dell'olio nell'intervallo operativo efficiente. Il funzionamento continuo al limite termico superiore degrada sia l'efficienza che la durata. Una riduzione del ciclo di lavoro del modello 20% consente spesso di utilizzare una struttura di dimensioni inferiori per soddisfare i requisiti termici dell'applicazione.
5. Cambiare l'olio agli intervalli corretti. L'olio minerale per ingranaggi si degrada sotto l'azione combinata di calore, ossidazione e contaminazione da particelle metalliche dovute alla normale usura. L'olio degradato mostra sia coefficienti di attrito più elevati (riducendo l'efficienza) sia una ridotta resistenza del film (aumentando l'usura). L'intervallo di cambio standard di 2.000 ore per l'olio minerale in un riduttore a vite senza fine Si basa su condizioni normali: temperature ambiente elevate o carichi pesanti continui dovrebbero ridurre l'intervallo a 1.500 ore. L'olio sintetico estende l'intervallo a 3.000 ore o più grazie alla sua migliore stabilità termica.

Efficienza contro autobloccaggio: il compromesso inevitabile
Sia l'efficienza che il comportamento autobloccante in un riduttore a vite senza fine sono determinati dalla stessa relazione fisica di base: l'angolo di elica della vite senza fine rispetto all'angolo di attrito sulla superficie di contatto. Ciò crea un compromesso fondamentale che non può essere eliminato in fase di progettazione.
L'autobloccaggio si verifica quando l'angolo di elica è inferiore all'angolo di attrito, condizione che riduce anche l'efficienza. Un riduttore a vite senza fine che si autoblocca in modo affidabile (angolo di elica ≈ 2°, rapporto ≈ 60:1) opera con un'efficienza di 60-68%. Un riduttore a vite senza fine che si avvicina a un'efficienza di 80% (angolo di elica ≈ 8°, rapporto ≈ 15:1) non si autoblocca alle normali temperature di esercizio.
Il confine approssimativo: autobloccante in un riduttore a vite senza fine È affidabile quando l'efficienza in avanti è inferiore a circa 50%. Al di sopra di un'efficienza in avanti di 50%, la vite senza fine può essere azionata in senso inverso dal carico in uscita. Ciò significa che la scelta di una trasmissione a vite senza fine ad alta efficienza per un trasportatore inclinato o un paranco e l'affidamento all'autobloccaggio rappresentano un errore di specifica: i due obiettivi sono meccanicamente incompatibili a quei livelli di efficienza.
| Necessità di applicazione | Priorità all'efficienza | Autobloccante | Intervallo di rapporto corretto |
|---|---|---|---|
| Elevata efficienza, non è necessario il mantenimento del carico | > 80% | Non disponibile | 7,5:1 – 15:1 (oppure si consideri la forma elicoidale) |
| Efficienza moderata, alcuni problemi di mantenimento della carica | 65 – 78% | Da marginale ad affidabile | 20:1 – 30:1 |
| Priorità all'autobloccaggio, efficienza secondaria | 60 – 70% | Affidabile o molto affidabile | 40:1 – 100:1 — paranchi, nastri trasportatori inclinati, meccanismi di regolazione |
La decisione ingegneristica corretta è: partire dal requisito di autobloccaggio dell'applicazione. Se l'autobloccaggio è necessario, accettare l'efficienza che deriva dal rapporto appropriato e dimensionare il motore di conseguenza. Se l'autobloccaggio non è necessario, sono disponibili un rapporto inferiore e un'efficienza maggiore. Non cercare mai di ottenere entrambi nello stesso riduttore a vite senza fine selezione: la fisica lo impedisce.
Efficienza misurata: avviamento a freddo rispetto alla temperatura di esercizio
Valori di efficienza del catalogo per un riduttore a vite senza fine Rappresenta le prestazioni a regime alla temperatura di esercizio. L'efficienza all'avviamento a freddo è sensibilmente inferiore, il che influisce sul dimensionamento del motore, sui limiti di corrente del variatore di frequenza e sulla durata dell'avviamento. I seguenti dati rappresentano i valori tipici misurati durante le prove di funzionamento condotte in condizioni controllate:
| Rapporto | Olio freddo (15°C) | Olio caldo (60 °C) | Miglioramento |
|---|---|---|---|
| 10:1 | 81% | 86% | +5 punti |
| 20:1 | 70% | 77% | +7 punti |
| 40:1 | 61% | 68% | +7 punti |
| 60:1 | 55% | 63% | +8 punti |
Misurazioni effettuate su unità della serie NMRV a carico nominale. Olio minerale ISO VG 220. Periodo di riscaldamento di circa 20-40 minuti per un'unità che parte da una temperatura ambiente di 15 °C a pieno carico nominale.
La differenza di 7-8 punti percentuali tra l'efficienza a freddo e quella a caldo ha un'implicazione pratica: i motori dimensionati in base ai valori di efficienza a caldo (di catalogo) possono far scattare il dispositivo di protezione termica durante gli avviamenti a freddo nei riduttori ad alto rapporto di riduzione. Per le applicazioni esterne in climi freddi, uno scenario comune nei mesi invernali in Corea, il dimensionamento del motore dovrebbe basarsi sull'efficienza a freddo, non su quella di catalogo. La potenza aggiuntiva richiesta è minima (pari a una dimensione standard del telaio del motore) ma previene scatti intempestivi del dispositivo di protezione nelle mattine fredde. Contatta il nostro team di ingegneri per il dimensionamento del motore ad avviamento a freddo.

Domande frequenti — Efficienza del riduttore a vite senza fine
Come posso misurare l'efficienza effettiva del mio riduttore a vite senza fine sul campo?
Il lubrificante sintetico migliora davvero l'efficienza del riduttore a vite senza fine?
Perché l'efficienza diminuisce ulteriormente quando il riduttore a vite senza fine è sottoposto a un carico leggero?
È possibile migliorare l'efficienza di un riduttore a vite senza fine già installato?
Qual è l'efficienza minima accettabile per un riduttore a vite senza fine in un'applicazione industriale?
La potenza del motore deve essere dimensionata in base alla coppia meccanica o ai limiti di potenza termica?
Hai bisogno di aiuto per calcolare l'efficienza del riduttore a vite senza fine e dimensionare il motore?
Inviaci i dettagli della tua applicazione: rapporto, potenza in ingresso, temperatura ambiente e ore di funzionamento giornaliere, e ti forniremo un controllo completo della potenza termica, la conferma del dimensionamento del motore e la raccomandazione del lubrificante per il tuo riduttore a vite senza fine installazione. Come specialista produttore di riduttori a vite senza fine, forniamo assistenza tecnica di serie.
Redattore: Cxm

























